Общий каталог Mitsubishi 2020 - 2021 - страница 1684
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 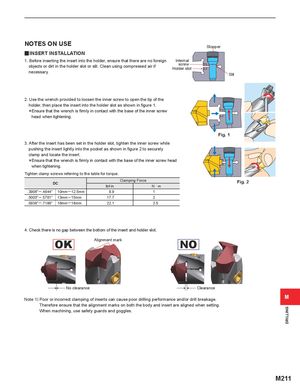
lock lock DRILLING open NOTES ON USE Stopper y INSERT INSTALLATION 1. Before inserting the insert into the holder, ensure that there are no foreign Internal objects or dirt in the holder slot or slit. Clean using compressed air if screwHolder slot necessary. Slit 2. Use the wrench provided to loosen the inner screw to open the tip of the open holder, then place the insert into the holder slot as shown in figure 1. *Ensure that the wrench is firmly in contact with the base of the inner screw head when tightening. Fig. 1 3. After the insert has been set in the holder slot, tighten the inner screw while pushing the insert lightly into the pocket as shown in figure 2 to securely clamp and locate the insert. *Ensure that the wrench is firmly in contact with the base of the inner screw head when tightening.Tighten clamp screws referring to the table for torque. DC Clamping Forcelbf-inN·m Fig. 2 .3906" ─ .4844" 10mm ─ 12.5mm 8.9 1 .5000" ─ .5781" 13mm ─ 15mm 17.7 2 .5938" ─ .7188" 16mm ─ 18mm 22.1 2.5 4. Check there is no gap between the bottom of the insert and holder slot. OK Alignment mark NO No clearance Clearance Note 1) Poor or incorrect clamping of inserts can cause poor drilling performance and/or drill breakage. M Therefore ensure that the alignment marks on both the body and insert are aligned when setting. When machining, use safety guards and goggles. M211