Общий каталог Mitsubishi 2020 - 2021 - страница 1429
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 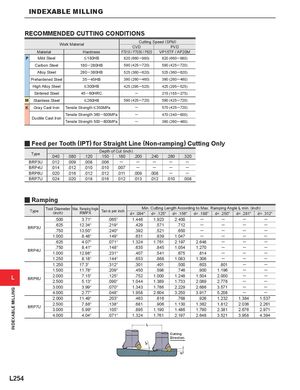
INDEXABLE MILLING RECOMMENDED CUTTING CONDITIONS Work Material Cutting Speed (SFM)CVDPVD Material Hardness F7010 / F7030 / F620 VP15TF / AP20M P Mild Steel < 180HB 820 (660 ─980) 820 (660 ─980) Carbon Steel 180─ 280HB 590 (425 ─720) 590 (425 ─720) Alloy Steel 280─ 380HB 525 (360 ─620) 525 (360 ─620) Prehardened Steel 35─ 45HB 390 (260 ─460) 390 (260 ─460) High Alloy Steel < 300HB 425 (295 ─525) 425 (295 ─525) Sintered Steel 45─ 60HRC ─ 215 (155 ─275) M Stainless Steel < 260HB 590 (425 ─720) 590 (425 ─720) K Gray Cast Iron Tensile Strength < 350MPa ─ 570 (425 ─720) Tensile Strength 360─500MPa ─ 470 (340 ─600) Ductile Cast Iron Tensile Strength 500─800MPa ─ 360 (260 ─460) y Feed per Tooth (IPT) for Straight Line (Non-ramping) Cutting Only Type Depth of Cut (inch).040.080.120.150.180.200.240.280 .320 BRP3U .012 .009 .008 .006 ─ ─ ─ ─ ─ BRP4U .014 .012 .010 .010 .007 ─ ─ ─ ─ BRP6U .020 .016 .012 .012 .011 .009 .008 ─ ─ BRP7U .024 .020 .018 .016 .012 .013 .012 .010 .008 y Ramping Type Tool Diameter Max. Ramping Angle(inch)RMPXTan % per inch Min. Cutting Length According to Max. Ramping Angle L min. (inch)d= .094"d= .125"d= .156"d= .188"d= .250"d= .281"d= .312" .500 3.71° .065° 1.446 1.923 2.400 ─ ─ ─ ─ BRP3U .625.750 12.34°13.50° .219°.240° .429 .571 .712 ─.392.521.650─── ── ── 1.000 8.48° .149° .631 .839 1.047 ─ ─ ─ ─ .625 4.07° .071° 1.324 1.761 2.197 2.648 ─ ─ ─ BRP4U .7501.000 8.41°12.98° .148°.231° .635 .845 1.054 1.270 ─.407.541.675.814─── ── 1.250 8.18° .144° .653 .868 1.083 1.306 ─ ─ ─ 1.250 17.3° .312° .301 .401 .500 .603 .801 ─ ─ 1.500 11.78° .209° .450 .598 .746 .900 1.196 ─ ─ L BRP6U 2.0002.500 7.15° .125° .752 1.000 1.248 1.504 2.000 ─5.13°.090°1.0441.3891.7332.0892.778─── 3.000 3.99° .070° 1.343 1.786 2.229 2.686 3.571 ─ ─ 4.000 2.77° .048° 1.958 2.604 3.250 3.917 5.208 ─ ─ 2.000 11.49° .203° .463 .616 .768 .926 1.232 1.384 1.537 BRP7U 2.5003.000 7.88° .138° .681 .906 1.130 1.362 1.812 2.036 2.2615.99°.105°.8951.1901.4861.7902.3812.6762.971 4.000 4.04° .071° 1.324 1.761 2.197 2.648 3.521 3.958 4.394 Cutting Direction L254 INDEXABLE MILLING α° d