Общий каталог Mitsubishi 2020 - 2021 - страница 1420
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 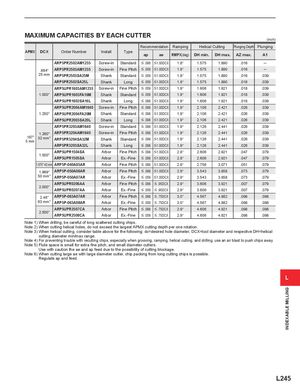
MAXIMUM CAPACITIES BY EACH CUTTER (inch) Recommendation Ramping Helical Cutting Plunging Depth Plunging APMX DCX Order Number Install Type ap ae RMPX(deg) DH min. DH max. AZ max. A1 ARP5PR2502AM1235 Screw-in Standard < .098 <1.00DCX 1.8° 1.575 1.890 .016 ─ .984" ARP5PR2503AM1235 Screw-in Fine Pitch < .059 <1.00DCX 1.8° 1.575 1.890 .016 ─ 25 mm ARP5PR2503SA25M Shank Standard < .059 <1.00DCX 1.8° 1.575 1.890 .016 .039 ARP5PR2502SA25L Shank Long < .059 <1.00DCX 1.8° 1.575 1.890 .016 .039 ARP5UPR1603AM1235 Screw-in Fine Pitch < .059 <1.00DCX 1.9° 1.606 1.921 .018 .039 1.000" ARP5UPR1603FA16M Shank Standard < .059 <1.00DCX 1.9° 1.606 1.921 .018 .039 ARP5UPR1602SA16L Shank Long < .098 <1.00DCX 1.9° 1.606 1.921 .018 .039 ARP5UPR2004AM1640 Screw-in Fine Pitch < .098 <1.00DCX 1.9° 2.106 2.421 .026 .039 1.250" ARP5UPR2004FA20M Shank Standard < .098 <1.00DCX 1.9° 2.106 2.421 .026 .039 ARP5UPR2003SA20L Shank Long < .098 <1.00DCX 1.9° 2.106 2.421 .026 .039 ARP5PR3203AM1640 Screw-in Standard < .098 <1.00DCX 1.9° 2.126 2.441 .026 .039 1.260" ARP5PR3204AM1640 Screw-in Fine Pitch < .098 <1.00DCX 1.9° 2.126 2.441 .026 .039 .197"5 mm32 mm" ARP5PR3204SA32M Shank Standard < .098 <1.00DCX 1.9° 2.126 2.441 .026 .039 ARP5PR3203SA32L Shank Long < .098 <1.00DCX 1.9° 2.126 2.441 .026 .039 ARP5UPR1504SA Arbor Fine Pitch < .098 <1.00DCX 2.8° 2.606 2.921 .047 .079 1.500" ARP5UPR1505SA Arbor Ex.-Fine < .098 <1.00DCX 2.8° 2.606 2.921 .047 .079 1.575" 40 mm ARP5P-040A05AR Arbor Fine Pitch < .098 <1.00DCX 2.8° 2.756 3.071 .051 .079 1.969" ARP5P-050A06AR Arbor Fine Pitch < .098 <1.00DCX 2.9° 3.543 3.858 .073 .079 50 mm" ARP5P-050A07AR Arbor Ex.-Fine < .059 <1.00DCX 2.9° 3.543 3.858 .073 .079 ARP5UPR0206AA Arbor Fine Pitch < .098 < .95DCX 2.9° 3.606 3.921 .007 .079 2.000" ARP5UPR0207AA Arbor Ex.-Fine < .059 < .95DCX 2.9° 3.606 3.921 .007 .079 2.48" ARP5P-063A07AR Arbor Fine Pitch < .098 < .75DCX 3.0° 4.567 4.882 .098 .098 63 mm" ARP5P-063A08AR Arbor Ex.-Fine < .059 < .75DCX 3.0° 4.567 4.882 .098 .098 ARP5UPR2507CA Arbor Fine Pitch < .098 < .75DCX 2.9° 4.606 4.921 .098 .098 2.500" ARP5UPR2508CA Arbor Ex.-Fine < .059 < .75DCX 2.9° 4.606 4.921 .098 .098 Note 1) When drilling, be careful of long scattered cutting chips. Note 2) When cutting helical holes, do not exceed the largest APMX cutting depth per one rotation. Note 3) When helical cutting, consider table above for the following: dc=desired hole diameter, DCX=tool diameter and respective DH=helical cutting diameter min/max range. Note 4) For preventing trouble with recutting chips, especially when grooving, ramping, helical cutting, and drilling, use an air blast to push chips away. Note 5) Flute space is small for extra fine pitch, and small diameter cutters. Use with caution the ae and ap feed due to the possibility of cutting blockage. Note 6) When cutting large ae with large diameter cutter, chip packing from long cutting chips is possible. Regulate ap and feed. L L245 INDEXABLE MILLING