Общий каталог Mitsubishi 2020 - 2021 - страница 1400
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 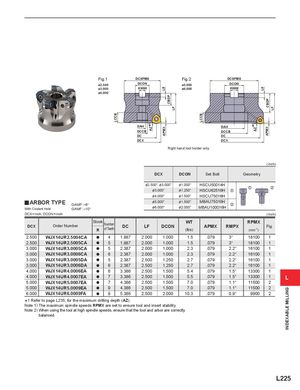
LCCB 1*AZ L8APMX CBDP LF LCCB 1* AZ L8 CBDPAPMX LF INDEXABLE MILLING Fig.1 DCSFMS Fig.2 DCSFMS ø2.500 DCON ø5.000 DCON ø3.000 KWW ø6.000 KWW ø4.000 DAH DAH DCCB DCCB DC DC DCX DCX Right hand tool holder only. ( inch) DCX DCON Set Bolt Geometry &2.500", &3.000" &1.000" HSCU50014H z x &3.000" &1.250" HSCU62516H z &4.000" &1.500" HSCU75016H y ARBOR TYPE GAMP: ‒6°With Coolant HoleGAMF : ‒10° &5.000" &1.500" MBAU75016H x&6.000"&2.000"MBAU100016H DCX = inch, DCON = inch ( inch) DCX Order Number Stock NumberRof Teeth DC WT RPMXLFDCONAPMXRMPXFig.(lbs)(min-1) 2.500 WJX14UR2.5004CA a 4 1.887 2.000 1.000 1.5 .079 3° 18100 1 2.500 WJX14UR2.5005CA a 5 1.887 2.000 1.000 1.5 .079 3° 18100 1 3.000 WJX14UR3.0005CA a 5 2.387 2.000 1.000 2.3 .079 2.2° 16100 1 3.000 WJX14UR3.0006CA a 6 2.387 2.000 1.000 2.3 .079 2.2° 16100 1 3.000 WJX14UR3.0005DA a 5 2.387 2.500 1.250 2.7 .079 2.2° 16100 1 3.000 WJX14UR3.0006DA a 6 2.387 2.500 1.250 2.7 .079 2.2° 16100 1 4.000 WJX14UR4.0006EA a 6 3.386 2.500 1.500 5.4 .079 1.5° 13300 1 4.000 WJX14UR4.0007EA a 7 3.386 2.500 1.500 5.5 .079 1.5° 13300 1 L 5.000 WJX14UR5.0007EA a 7 4.386 2.500 1.500 7.0 .079 1.1° 11500 2 5.000 WJX14UR5.0009EA a 9 4.386 2.500 1.500 7.0 .079 1.1° 11500 2 6.000 WJX14UR6.0009FA a 9 5.386 2.500 2.000 10.3 .079 0.9° 9900 2 *1 Refer to Note 1) The page L235, for the maximum spindle maximum drilling depth (AZ). speeds RPMX are set to ensure tool and insert stability. Note 2) When using the tool at high spindle speeds, ensure that the tool and arbor are correctly balanced. L225