Общий каталог Mitsubishi 2020 - 2021 - страница 1359
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 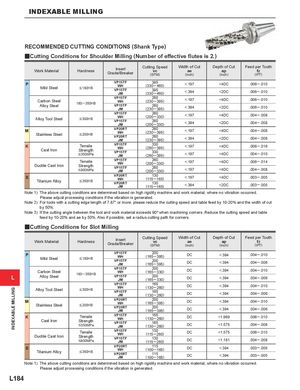
INDEXABLE MILLING RECOMMENDED CUTTING CONDITIONS (Shank Type) yCutting Conditions for Shoulder Milling (Number of effective flutes is 2.) Work Material Hardness InsertGrade/BreakerCutting Speedvc(SFM)Width of Cutae(inch)Depth of Cut Feed per Toothapfz(inch)(IPT) P Mild Steel < 180HB VP15TF 395WH(330─460) <.197VP15TF395JM(330─460)<.394<4DC .006─.010<2DC.006─.010 VP15TF 260Carbon SteelAlloy Steel180 ─ 350HBWHVP15TFJM(230─395)260(230─395)<.197<.394<4DC.006─.010<2DC.006─.010 Alloy Tool Steel < 300HB VP15TF 260WH(200─330)VP15TF260JM(200─330)<.197<.394<4DC .004─.008<2DC.004─.008 M Stainless Steel < 200HB VP20RT 260WH(230─395)VP20RT260JM(230─395)<.197<.394<4DC .004─.008<2DC.004─.008 K Cast Iron TensileStrength<350MPaVP15TF 330WH(260─395)VP15TF330JM(260─395)<.197<.197<4DC .006─.016<4DC.004─.010 TensileDuctile Cast IronStrength<800MPaVP15TF260WH(200─330)VP15TF260JM(200─330)<.197<.197<4DC .006─.014<4DC.004─.008 S Titanium Alloy < 350HB VP20RT 130WH(115─165)VP20RT130JM(115─165)<.197<.394<4DC .003─.005<2DC.003─.005 Note 1) The above cutting conditons are determined based on high rigidity machine and work material, where no vibration occurred. Please adjust processing conditions if the vibration is generated. Note 2) For tools with a cutting edge length of 7.87″ or more, please reduce the cutting speed and table feed by 10-20% and the width of cut by 50%. Note 3) If the cutting angle between the tool and work material exceeds 90º when machining corners ,Reduce the cutting speed and table feed by 10-20% and ae by 50%. Also if possible, set a radius cutting path for corners. yCutting Conditions for Slot Milling Work Material Hardness InsertGrade/BreakerCutting Speedvc(SFM)Width of Cutae(inch)Depth of Cut Feed per Toothapfz(inch)(IPT) P Mild Steel < 180HB VP15TF 200WH(165─395)VP15TF200JM(165─395)DCDC <.394 .004─.010<.394.004─.006 L VP15TF 200Carbon SteelAlloy Steel180 ─ 350HBWHVP15TFJM(165─330)200(165─330)DCDC<.394.004─.010<.394.004─.006 VP15TF 165Alloy Tool Steel< 300HBWH(130─260)VP15TF165JM(130─260)DCDC<.394.004─.010<.394.004─.006 M Stainless Steel < 200HB VP20RT 200WH(165─395)VP20RT200JM(165─395)DCDC <.394 .004─.010<.394.004─.006 K Cast Iron TensileStrength<350MPaVP15TF 165WH(130─260)VP15TF165JM(130─260)DCDC <1.969 .006─.010<1.575.004─.008 TensileDuctile Cast IronStrength<800MPaVP15TF130WH(115─260)VP15TF130JM(115─260)DCDC<1.575 .006─.010<1.181.004─.008 S Titanium Alloy < 350HB VP20RT 115WH(100─165)VP20RT115JM(100─165)DCDC <.394 .003─.005<.394.003─.005 Note 1) The above cutting conditons are determined based on high rigidity machine and work material, where no vibration occurred. Please adjust processing conditions if the vibration is generated. L184 INDEXABLE MILLING