Общий каталог Mitsubishi 2020 - 2021 - страница 1307
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 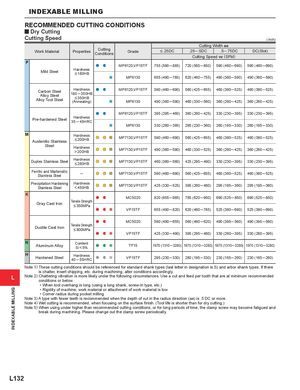
INDEXABLE MILLING RECOMMENDED CUTTING CONDITIONS y Dry Cutting Cutting Speed ( inch) Cutting Width ae Work Material Properties CuttingConditionsGrade < .25DC .25─.5DC .5─.75DC DC(Slot)Cutting Speed vc (SFM) P MP6120,VP15TF 755 (590 ─ 885) 720 (560 ─ 850) 590 (460 ─ 690) 590 (460 ─ 690) Mild Steel Hardness< 180HB MP6130 655 (490 ─ 785) 620 (460 ─ 755) 490 (360 ─ 590) 490 (360 ─ 590) Carbon SteelAlloy SteelAlloy Tool SteelHardness MP6120,VP15TF 590 (460 ─ 690) 560 (425 ─ 655) 460 (360 ─ 525) 460 (360 ─ 525)180 ─ 350HB< 350HB(Annealing) MP6130490 (360 ─ 590)460 (330 ─ 560)360 (260 ─ 425)360 (260 ─ 425) MP6120,VP15TF 395 (295 ─ 460) 360 (260 ─ 425) 330 (230 ─ 395) 330 (230 ─ 395) Pre-hardened Steel Hardness35 ─ 45HRC MP6130 330 (260 ─ 395) 295 (230 ─ 360) 260 (195 ─ 330) 260 (195 ─ 330) M HardnessAustenitic Stainless< 200HBMP7130,VP15TF590 (460 ─ 690) 560 (425 ─ 655) 460 (360 ─ 525) 460 (360 ─ 525) Steel Hardness> 200HB MP7130,VP15TF 490 (360 ─ 590) 460 (330 ─ 525) 360 (260 ─ 425) 360 (260 ─ 425) Duplex Stainless Steel Hardness< 280HB MP7130,VP15TF 460 (360 ─ 560) 425 (295 ─ 490) 330 (230 ─ 395) 330 (230 ─ 395) Ferritic and MartensiticStainless Steel─ MP7130,VP15TF 590 (460 ─ 690) 560 (425 ─ 655) 460 (360 ─ 525) 460 (360 ─ 525) Precipitation Hardening HardnessStainless Steel< 450HBMP7130,VP15TF 425 (330 ─ 525) 395 (260 ─ 460) 295 (195 ─ 360) 295 (195 ─ 360) K MC5020 820 (655 ─ 985) 785 (620 ─ 950) 690 (525 ─ 850) 690 (525 ─ 850) Gray Cast Iron Tensile Strength< 350MPa VP15TF 655 (490 ─ 820) 620 (460 ─ 785) 525 (360 ─ 690) 525 (360 ─ 690) MC5020 590 (490 ─ 655) 560 (460 ─ 620) 490 (395 ─ 560) 490 (395 ─ 560) Ductile Cast Iron Tensile Strength< 800MPa VP15TF 425 (330 ─ 490) 395 (295 ─ 460) 330 (260 ─ 395) 330 (260 ─ 395) N Aluminum Alloy ContentSi< 5% TF15 1970 (1310 ─ 3280) 1970 (1310 ─ 3280) 1970 (1310 ─ 3280) 1970 (1310 ─ 3280) H Hardened Steel Hardness40 ─ 55HRC VP15TF 295 (230 ─ 330) 280 (195 ─ 330) 230 (165 ─ 260) 230 (165 ─ 260) Note 1) These cutting conditions should be referenced for standard shank types (last letter in designation is S) and arbor shank types. If there is chatter, insert chipping, etc. during machining, alter conditions accordingly. L Note 2) Chattering vibration is more likely under the following circumstances. Use a cut and feed per tooth that are at minimum recommendedconditions or below. • When tool overhang is long (using a long shank, screw-in type, etc.) • Rigidity of machine, work material or attachment of work material is low • Corner radius during pocket milling Note 3) A type with fewer teeth is recommended when the depth of cut in the radius direction (ae) is .5 DC or more. Note 4) Wet cutting is recommended, when focusing on the surface finish. (Tool life is shorter than for dry cutting.) Note 5) When using under higher than recommended cutting conditions, or for long periods of time, the clamp screw may become fatigued and break during machining. Please change out the clamp screw periodically. L132 INDEXABLE MILLING