Общий каталог Mitsubishi 2020 - 2021 - страница 1292
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 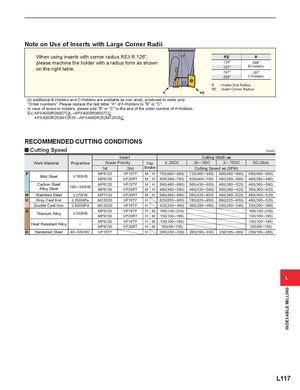
Note on Use of Inserts with Large Corner Radii When using inserts with corner radius RE>R.126", RE R please machine the holder with a radius form as shown .126" .098" on the right table. .157" B-Holders .197" .197" .250" C-Holders R : Holder End Radius RE : Insert Corner Radius R RE Or additional B-Holders and C-Holders are available as non stock, produced to order only. "Order numbers"; Please replace the last letter "A" of A-Holders to "B" or "C". In case of screw-in holders, please add "B" or "C" to the end of the order number of A-Holders. Ex) APX4000R08007CA→APX4000R08007CC APX4000R252M12A35→APX4000R252M12A35C RECOMMENDED CUTTING CONDITIONS y Cutting Speed ( inch) Insert Cutting Width ae Work Material Properties Grade Priority Chip <.25DC .25─.5DC .5─.75DC DC (Slot) 1st 2nd Breaker Cutting Speed vc (SFM) P Mild Steel < 180HB MP6120MP6130 VP15TF M H 755(590─885) 720(560─850) 59 0(460 ─ 69 0) 59 0(460 ─ 69 0)VP20RTMH655(490─785)620(460─755)490(360─590)490(360─590) Carbon SteelAlloy Steel180─350HB MP6120MP6130 VP15TF M H 59 0(460 ─ 69 0) 560(430 ─ 655) 460(360─525) 460(360─590)VP20RTMH490(360─590)460(330─560)360(260─425)360(260─425) M Stainless Steel < 270HB MP7130 VP20RT M H 59 0(460 ─ 69 0) 560(425 ─ 655) 460(360─525) 460(360─525) K Gray Cast Iron < 350MPa MC5020 VP15TF H 820(655─985) 785(620─950) 690(525─850) 460(360─525) Ductile Cast Iron < 800MPa MC5020 VP15TF H 425(330─490) 395(295─460) 330(260─395) 330(260─395) S Titanium Alloy < 350HB MP9120MP9130 VP15TF H M 165(130─230)VP20RTHM130(100─195) 165(130─230)130(100─195) Heat Resistant Alloy ─ MP9120 VP15TF H M 130(100─195)MP9130VP20RTHM100(65─130) 130(100─195)100(65─130) H Hardened Steel 40─55HRC VP15TF H 295(230─330) 280(195─330) 230(165─260) 230(165─260) L L117 INDEXABLE MILLING