Общий каталог Mitsubishi 2020 - 2021 - страница 121
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 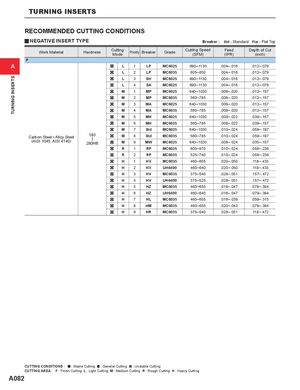
TURNING INSERTS TURNING INSERTS RECOMMENDED CUTTING CONDITIONS y NEGATIVE INSERT TYPE Breaker : Std : Standard Flat : Flat Top Work Material Hardness CuttingModePriorityBreaker Grade Cutting Speed(SFM) Feed(IPR) Depth of Cut(inch) P A L 1 LP MC6025 690─1130 .004─.016 .012─.079 L 2 LP MC6035 605─850 .004─.016 .012─.079 L 3 SH MC6025 690─1130 .004─.016 .012─.079 L 4 SA MC6025 690─1130 .004─.016 .012─.079 M 1 MP MC6025 640─1030 .006─.020 .012─.157 M 2 MP MC6035 560─785 .006─.020 .012─.157 M 3 MA MC6025 640─1030 .008─.020 .012─.157 M 4 MA MC6035 560─785 .008─.020 .012─.157 M 5 MH MC6025 640─1030 .008─.022 .039─.157 M 6 MH MC6035 560─785 .008─.022 .039─.157 M 7 Std MC6025 640─1030 .010─.024 .059─.197 Carbon Steel • Alloy Steel(AISI 1045, AISI 4140)180|280HB M 8 Std MC6035 560─785 .010─.024 .059─.197M9MWMC6025640─1030.008─.024.035─.157 R 1 RP MC6025 605─970 .010─.024 .059─.236 R 2 RP MC6035 525─740 .010─.024 .059─.236 H 1 HX MC6035 460─655 .020─.050 .118─.433 H 2 HX UH6400 460─640 .020─.050 .118─.433 H 3 HV MC6035 375─540 .028─.051 .157─.472 H 4 HV UH6400 375─525 .028─.051 .157─.472 H 5 HZ MC6035 460─655 .016─.047 .079─.394 H 6 HZ UH6400 460─640 .016─.047 .079─.394 H 7 HL MC6035 460─655 .016─.039 .059─.315 H 8 HM MC6035 460─655 .020─.043 .079─.394 H 9 HR MC6035 375─540 .028─.051 .118─.472 CUTTING CONDITIONS : : Stable Cutting : General Cutting : Unstable Cutting CUTTING AREA : F : Finish Cutting L : Light Cutting M : Medium Cutting R : Rough Cutting H : Heavy Cutting A082