Общий каталог Mitsubishi 2020 - 2021 - страница 1209
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 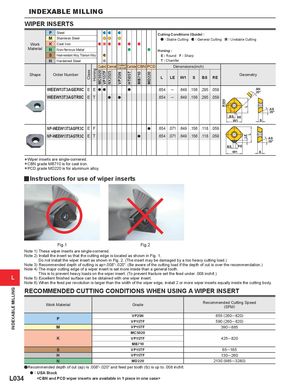
INDEXABLE MILLING
Class
Honing
MC5020
VP15TF
NX2525
VP25N
HTi05T
MB710
MD220
R500
LLE
L
INDEXABLE MILLING
WIPER INSERTS
P Steel Cutting Conditions (Guide) :
M Stainless Steel : Stable Cutting : General Cutting : Unstable Cutting
Work K Cast Iron
Material N Non-ferrous Metal Honing :
S Heat-resistant Alloy, Titanium Alloy E : Round F : Sharp
H Hardened Steel T : Chamfer
Coated Cermet Coated Cermet Carbide CBN PCD Dimensions(inch)
Shape Order Number L LE W1 S BS RE Geometry
WEEW13T3AGER8C E E a a a .654 ─ .649 .156 .295 .059 AN20°
WEEW13T3AGTR8C E T a a .654 ─ .649 .156 .295 .059
AS
29°
BS RE
W1 S
NP-WEEW13T3AGFR3C E F a .654 .071 .649 .156 .118 .059
NP-WEEW13T3AGTR3C E T a .654 .071 .649 .156 .118 .059 AS
29°
BS RE
W1 S
Wiper inserts are single-cornered. *CBN grade MB710 is for cast iron. **PCD grade MD220 is for aluminum alloy.
yInstructions for use of wiper inserts
Fig.1 Fig.2
Note 1) These wiper inserts are single-cornered.
Note 2) Install the insert so that the cutting edge is located as shown in Fig. 1.
Do not install the wiper insert as shown in Fig. 2. (The insert may be damaged by a too heavy cutting load.)
Note 3) Recommended depth of cutting is ap=.008"-.020". (Be aware of the cutting load if the depth of cut is over the recommendation.)
Note 4) The major cutting edge of a wiper insert is set more inside than a general tooth.
This is to prevent heavy loads on the wiper insert. (To prevent fracture set the feed under .008 inch/t.)
L Note 5) Excellent finished surface can be obtained with one wiper insert.
Note 6) When the feed per revolution is larger than the width of the wiper edge, install 2 or more wiper inserts equally inside the cutting body.
RECOMMENDED CUTTING CONDITIONS WHEN USING A WIPER INSERT
Work Material Grade Recommended Cutting Speed(SFM)
P VP25NVP15TF 655 (260─ 820)590 (260─820)
M VP15TF 390 ─ 885
MC5020
K VP15TF 425─ 820
MB710
S VP15TF 65─ 165
H VP15TF 130 ─ 260
N MD220 2130 (985─ 3280)
aRecommended depth of cut (ap) is .008"-.020" and feed per tooth (fz) is up to .008 inch/t.
a : USA Stock
L034