Общий каталог Mitsubishi 2020 - 2021 - страница 1156
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 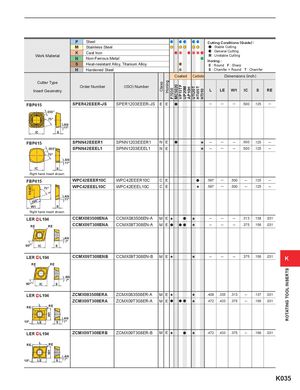
R19.685ʺ LW1W1 Class Honing F7030 MC5020 VP15TF UP20M AP10H UTi20T HTi05T HTi10 ROTATING TOOL INSERTS P Steel Cutting Conditions (Guide) : M Stainless Steel : Stable Cutting Work Material K Cast IronNNon-Ferrous Metal : General Cutting: Unstable CuttingHoning : S Heat-resistant Alloy, Titanium Alloy E : Round F : Sharp H Hardened Steel S : Chamfer + Round T : Chamfer Coated Carbide Dimensions (inch) Cutter Type Order Number (ISO) Number Insert Geometry L LE W1 IC S RE FBP415 SPER42EEER-JS SPER1203EEER-JS E E a ─ ─ ─ .500 .125 ─ .055" 75° AN 11° IC S FBP415 SPNN42EEER1 SPNN1203EEER1 N E a s ─ ─ ─ .500 .125 ─ .055" SPNN42EEEL1 SPNN1203EEEL1 N E s ─ ─ ─ .500 .125 ─ 75° AN 11° IC S Right hand insert shown. FBP415 WPC42EEER10C WPC42EEER10C C E a .597 ─ .500 ─ .125 ─ 75° WPC42EEEL10C WPC42EEEL10C C E s .597 ─ .500 ─ .125 ─ AN .394" 11° W1 S Right hand insert shown. LER ^L194 CCMX083508ENA CCMX083508EN-A M E s a s ─ ─ ─ .313 .138 .031 RE RE CCMX09T308ENA CCMX09T308EN-A M E a aa s ─ ─ ─ .375 .156 .031 AN 7° 80° IC S LER ^L194 CCMX09T308ENB CCMX09T308EN-B M E s s ─ ─ ─ .375 .156 .031 K RE RE AN 7° 80° IC S LER ^L194 ZCMX083508ERA ZCMX083508ER-A M E s s .409 .335 .313 ─ .137 .031 ZCMX09T308ERA ZCMX09T308ER-A M E a aa s .472 .433 .375 ─ .156 .031 RE L RE AN 10° LE S 7° LER ^L194 ZCMX09T308ERB ZCMX09T308ER-B M E s a s .472 .433 .375 ─ .156 .031 RE L RE AN 10° LE S 7° K035