Общий каталог Mitsubishi 2020 - 2021 - страница 1097
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 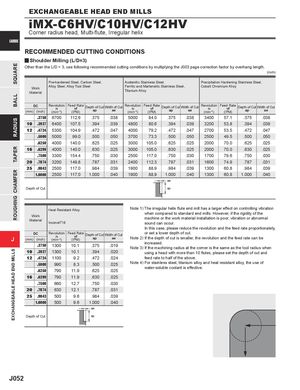
SQUAREBALLRADIUSTAPERCHAMFERROUGHINGEXCHANGEABLE HEAD END MILLS EXCHANGEABLE HEAD END MILLS iMX-C6HV/C10HV/C12HV Corner radius head, Multi-flute, Irregular helix CARBIDE RECOMMENDED CUTTING CONDITIONS y Shoulder Milling (L/D=3) Other than the L/D = 3, use following recommended cutting conditions by multiplying the J003 page correction factor by overhang length. (inch) Pre-hardened Steel, Carbon Steel, Austenitic Stainless Steel, Precipitation Hardening Stainless Steel, Work Alloy Steel, Alloy Tool SteelMaterial Ferritic and Martensitic Stainless Steel, Cobalt Chromium AlloyTitanium Alloy DC(mm)(inch)Revolutionn(min-1)Feed Ratevf(IPM)Depth of Cut Width of CutapaeRevolutionn(min-1)Feed Ratevf(IPM)Depth of Cut Width of CutapaeRevolutionn(min-1)Feed Ratevf(IPM)Depth of Cut Width of Cutapae .3750 6700 112.6 .375 .038 5000 84.0 .375 .038 3400 57.1 .375 .038 10 .3937 6400 107.5 .394 .039 4800 80.6 .394 .039 3200 53.8 .394 .039 12 .4724 5300 104.9 .472 .047 4000 79.2 .472 .047 2700 53.5 .472 .047 .5000 5000 99.0 .500 .050 3700 73.3 .500 .050 2500 49.5 .500 .050 .6250 4000 140.0 .625 .025 3000 105.0 .625 .025 2000 70.0 .625 .025 16 .6299 4000 140.0 .630 .025 3000 105.0 .630 .025 2000 70.0 .630 .025 .7500 3300 154.4 .750 .030 2500 117.0 .750 .030 1700 79.6 .750 .030 20 .7874 3200 149.8 .787 .031 2400 112.3 .787 .031 1600 74.9 .787 .031 25 .9843 2500 117.0 .984 .039 1900 88.9 .984 .039 1300 60.8 .984 .039 1.0000 2500 117.0 1.000 .040 1900 88.9 1.000 .040 1300 60.8 1.000 .040 ae Depth of Cut ap Heat Resistant Alloy Note 1) The irregular helix flute end mill has a larger effect on controlling vibration WorkMaterialInconel718 when compared to standard end mills. However, if the rigidity of themachine or the work material installation is poor, vibration or abnormalsound can occur. In this case, please reduce the revolution and the feed rate proportionately, J DC(mm)(inch)Revolutionn(min-1)Feed Ratevf(IPM)Depth of Cut Width of Cutapaeor set a lower depth of cut.Note 2) If the depth of cut is smaller, the revolution and the feed rate can be .3750 1300 10.1 .375 .019 increased.Note 3) If the machining radius at the corner is the same as the tool radius when 10 .3937 1300 10.1 .394 .020 using a head with more than 10 flutes, please set the depth of cut and 12 .4724 1100 9.2 .472 .024 feed rate to half of the above. .5000 990 8.3 .500 .025 Note 4) For stainless steel, titanium alloy and heat resistant alloy, the use of water-soluble coolant is effective. .6250 790 11.9 .625 .025 16 .6299 790 11.9 .630 .025 .7500 660 12.7 .750 .030 20 .7874 630 12.1 .787 .031 25 .9843 500 9.6 .984 .039 1.0000 500 9.6 1.000 .040 ae Depth of Cut ap J052