Общий каталог Mitsubishi 2020 - 2021 - страница 1074
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 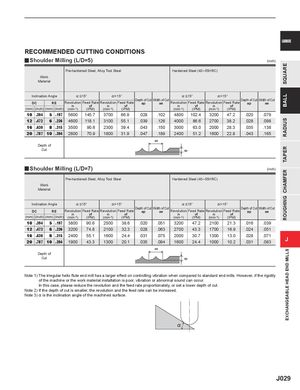
SQUAREBALLRADIUSTAPERCHAMFERROUGHINGEXCHANGEABLE HEAD END MILLS CARBIDE RECOMMENDED CUTTING CONDITIONS y Shoulder Milling (L/D=5) (inch) Pre-hardened Steel, Alloy Tool Steel Hardened Steel (40 – 55HRC) Work Material Inclination Angle % <15° %>15° % <15° %>15° Depth of Cut Width of Cut Depth of Cut Width of Cut DC RE Revolution Feed Rate Revolution Feed Ratenvfnvf ap ae Revolution Feed Rate Revolution Feed Ratenvfnvf ap ae (mm) (inch) (mm) (inch) (min-1) (IPM) (min-1) (IPM) (min-1) (IPM) (min-1) (IPM) 10 .394 5 .197 5600 145.7 3700 66.9 .028 .102 4800 102.4 3200 47.2 .020 .079 12 .472 6 .236 4600 118.1 3100 55.1 .039 .126 4000 86.6 2700 38.2 .028 .098 16 .630 8 .315 3500 90.6 2300 39.4 .043 .150 3000 63.0 2000 28.3 .035 .138 20 .787 10 .394 2800 70.9 1800 31.9 .047 .189 2400 51.2 1600 22.8 .043 .165 ae Depth of Cut ap y Shoulder Milling (L/D=7) (inch) Pre-hardened Steel, Alloy Tool Steel Hardened Steel (40 – 55HRC) Work Material Inclination Angle % <15° %>15° % <15° %>15° Depth of Cut Width of Cut Depth of Cut Width of Cut DC RE Revolution Feed Rate Revolution Feed Ratenvfnvf ap ae Revolution Feed Rate Revolution Feed Ratenvfnvf ap ae (mm) (inch) (mm) (inch) (min-1) (IPM) (min-1) (IPM) (min-1) (IPM) (min-1) (IPM) 10 .394 5 .197 3800 90.6 2500 38.6 .020 .051 3200 47.2 2100 21.3 .016 .039 12 .472 6 .236 3200 74.8 2100 32.3 .028 .063 2700 43.3 1700 16.9 .024 .051 16 .630 8 .315 2400 55.1 1600 24.4 .031 .075 2000 30.7 1300 13.0 .028 .07120.78710.394190043.3130020.1.035.094160024.4100010.2.031.083J ae Depth of Cut ap Note 1) The irregular helix flute end mill has a larger effect on controlling vibration when compared to standard end mills. However, if the rigidity of the machine or the work material installation is poor, vibration or abnormal sound can occur. In this case, please reduce the revolution and the feed rate proportionately, or set a lower depth of cut. Note 2) If the depth of cut is smaller, the revolution and the feed rate can be increased. Note 3) % is the inclination angle of the machined surface. % J029