Общий каталог Mitsubishi 2020 - 2021 - страница 1072
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 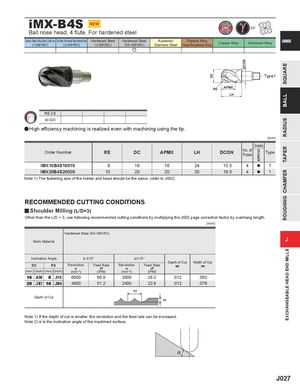
DC DCON EP8110 SQUAREBALLRADIUSTAPERCHAMFERROUGHINGEXCHANGEABLE HEAD END MILLS iMX-B4S 30° Ball nose head, 4 flute, For hardened steel Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-hardened Steel,Hardened Steel Hardened Steel Hardened Steel(<30HRC)( < 45HRC)( < 55HRC)(55─65HRC)AusteniticTitanium Alloy,Stainless SteelHeat Resistant AlloyCopper AlloyAluminum AlloyCARBIDE e Type1 RE APMX LH RE >8 ±0.020 aHigh efficiency machining is realized even with machining using the tip. (mm) Grade Order Number RE DC APMX LH DCON No. ofFlutes Type IMX16B4S16016 8 16 16 24 15.5 4 a 1 IMX20B4S20020 10 20 20 30 19.5 4 a 1 Note 1) The fastening size of the holder and head should be the same. (refer to J002) RECOMMENDED CUTTING CONDITIONS y Shoulder Milling (L/D=3) Other than the L/D = 3, use following recommended cutting conditions by multiplying the J003 page correction factor by overhang length. (inch) Hardened Steel (55– 65HRC) Work Material J Inclination Angle % <15° %>15° DC RE Revolution(mm) (inch) (mm) (inch)n(min-1) Feed Ratevf(IPM)Revolutionn(min-1) Depth of Cut Width of CutFeed Ratevfapae(IPM) 16 .630 8 .315 6000 66.9 3000 28.3 .012 .063 20 .787 10 .394 4800 51.2 2400 22.8 .012 .079 ae Depth of Cut ap Note 1) If the depth of cut is smaller, the revolution and the feed rate can be increased. Note 2) % is the inclination angle of the machined surface. % J027