Общий каталог Mitsubishi 2020 - 2021 - страница 1069
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 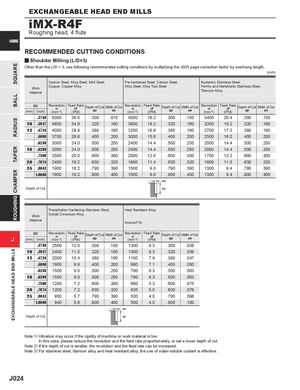
SQUAREBALLRADIUSTAPERCHAMFERROUGHINGEXCHANGEABLE HEAD END MILLS EXCHANGEABLE HEAD END MILLS iMX-R4F Roughing head, 4 flute CARBIDE RECOMMENDED CUTTING CONDITIONS y Shoulder Milling (L/D=3) Other than the L/D = 3, use following recommended cutting conditions by multiplying the J003 page correction factor by overhang length. (inch) Carbon Steel, Alloy Steel, Mild Steel, Pre-hardened Steel, Carbon Steel, Austenitic Stainless Steel, Work Copper, Copper AlloyMaterial Alloy Steel, Alloy Tool Steel Ferritic and Martensitic Stainless Steel,Titanium Alloy DC(mm)(inch)Revolutionn(min-1)Feed Ratevf(IPM)Depth of CutapWidth of CutaeRevolutionn(min-1)Feed Ratevf(IPM)Depth of CutapWidth of CutaeRevolutionn(min-1)Feed Ratevf(IPM)Depth of CutapWidth of Cutae .3750 5000 36.0 .300 .015 4000 19.2 .300 .150 3400 20.4 .300 .150 10 .3937 4800 34.6 .320 .160 3800 18.2 .320 .160 3200 19.2 .320 .160 12 .4724 4000 28.8 .380 .190 3200 16.6 .380 .190 2700 17.3 .380 .190 .5000 3700 26.6 .400 .200 3000 15.6 .400 .200 2500 16.0 .400 .200 .6250 3000 24.0 .500 .250 2400 14.4 .500 .250 2000 14.4 .500 .250 16 .6299 3000 24.0 .500 .250 2400 14.4 .500 .250 2000 14.4 .500 .250 .7500 2500 20.0 .600 .300 2000 12.0 .600 .300 1700 12.2 .600 .300 20 .7874 2400 19.2 .630 .320 1900 11.4 .630 .320 1600 11.5 .630 .320 25 .9843 1900 18.2 .790 .390 1500 9.0 .790 .390 1300 9.4 .790 .390 1.0000 1900 18.2 .800 .400 1500 9.0 .800 .400 1300 9.4 .800 .400 ae Depth of Cut ap Precipitation Hardening Stainless Steel, Heat Resistant Alloy Work Cobalt Chromium Alloy Material Inconel718 J DC(mm)(inch)Revolutionn(min-1)Feed Ratevf(IPM)Depth of CutapWidth of CutaeRevolutionn(min-1)Feed Ratevf(IPM)Depth of CutapWidth of Cutae .3750 2500 12.0 .300 .150 1300 8.3 .300 .038 10 .3937 2400 11.5 .320 .160 1300 8.3 .320 .039 12 .4724 2000 10.4 .380 .190 1100 7.9 .380 .047 .5000 1900 9.9 .400 .200 990 7.1 .400 .050 .6250 1500 9.0 .500 .250 790 6.3 .500 .063 16 .6299 1500 9.0 .500 .250 790 6.3 .500 .063 .7500 1200 7.2 .600 .300 660 5.3 .600 .075 20 .7874 1200 7.2 .630 .320 630 5.0 .630 .079 25 .9843 950 5.7 .790 .390 500 4.0 .790 .098 1.0000 940 5.6 .800 .400 500 4.0 .800 .100 ae Depth of Cut ap Note 1) Vibration may occur if the rigidity of machine or work material is low. In this case, please reduce the revolution and the feed rate proportionately, or set a lower depth of cut. Note 2) If the depth of cut is smaller, the revolution and the feed rate can be increased. Note 3) For stainless steel, titanium alloy and heat resistant alloy, the use of water-soluble coolant is effective. J024