Общий каталог Mitsubishi 2020 - 2021 - страница 1016
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 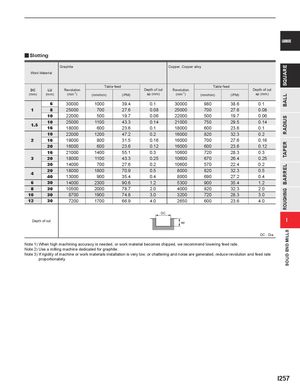
SQUAREBALLRADIUSTAPERBARRELROUGHINGSOLID END MILLS CARBIDE y Slotting Graphite Copper, Copper alloy Work Material Table feed Table feed DC LU Revolution Depth of cut Revolution Depth of cut (mm) (mm) (min-1) (mm/min) (IPM) ap (mm) (min-1) (mm/min) (IPM) ap (mm) 6 30000 1000 39.4 0.1 30000 980 38.6 0.1 1 8 25000 700 27.6 0.08 25000 700 27.6 0.08 10 22000 500 19.7 0.06 22000 500 19.7 0.06 1.5 1016 2500018000 1100600 43.323.6 0.14 21000 7500.118000600 29.523.6 0.140.1 10 22000 1200 47.2 0.2 16000 820 32.3 0.2 2 16 19000 800 31.5 0.16 16000 700 27.6 0.16 20 16000 600 23.6 0.12 16000 600 23.6 0.12 16 21000 1400 55.1 0.3 10600 720 28.3 0.3 3 20 18000 1100 43.3 0.25 10600 670 26.4 0.25 30 14000 700 27.6 0.2 10600 570 22.4 0.2 4 2040 1800013000 1800900 70.935.4 0.50.4 8000 820 32.3 0.5800069027.20.4 6 30 14000 2300 90.6 1.2 5300 900 35.4 1.2 8 30 10500 2000 78.7 2.0 4000 820 32.3 2.0 10 30 8700 1900 74.8 3.0 3200 720 28.3 3.0 12 30 7200 1700 66.9 4.0 2650 600 23.6 4.0 DC Depth of cut ap I DC : Dia. Note 1) When high machining accuracy is needed, or work material becomes chipped, we recommend lowering feed rate. Note 2) Use a milling machine dedicated for graphite. Note 3) If rigidity of machine or work materials installation is very low, or chattering and noise are generated, reduce revolution and feed rate proportionately. I257