Общий каталог Mitsubishi 2020 - 2021 - страница 1004
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 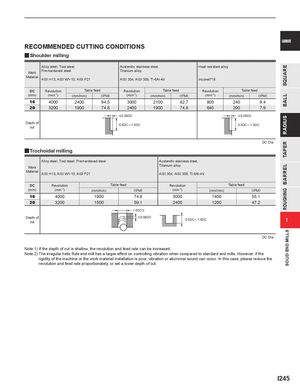
SQUAREBALLRADIUSTAPERBARRELROUGHINGSOLID END MILLS CARBIDE RECOMMENDED CUTTING CONDITIONS yShoulder milling Alloy steel, Tool steel, Austenitic stainless steel, Heat resistant alloy Work Pre-hardened steel Titanium alloy Material AISI H13, AISI W1-10, AISI P21 AISI 304, AISI 306, Ti-6Al-4V Inconel718 DC Revolution Table feed Revolution Table feed Revolution Table feed (mm) (min-1) (mm/min) (IPM) (min-1) (mm/min) (IPM) (min-1) (mm/min) (IPM) 16 4000 2400 94.5 3000 2100 82.7 800 240 9.4 20 3200 1900 74.8 2400 1900 74.8 640 200 7.9 < 0.08DC < 0.05DC Depth ofcut 0.5DC ─ 1.5DC 0.5DC ─ 1.5DC DC:Dia. y Trochoidal milling Alloy steel, Tool steel, Pre-hardened steel Austenitic stainless steel, Work Titanium alloy Material AISI H13, AISI W1-10, AISI P21 AISI 304, AISI 306, Ti-6Al-4V DC Revolution Table feed Revolution Table feed (mm) (min-1) (mm/min) (IPM) (min-1) (mm/min) (IPM) 16 4000 1900 74.8 3000 1400 55.1 20 3200 1500 59.1 2400 1200 47.2 1.5DC< Depth ofcut < 0.08DC 0.5DC ─ 1.5DC I DC:Dia. Note 1) If the depth of cut is shallow, the revolution and feed rate can be increased. Note 2) The irregular helix flute end mill has a larger effect on controlling vibration when compared to standard end mills. However, if the rigidity of the machine or the work material installation is poor, vibration or abonrmal sound can occur. In this case, please reduce the revolution and feed rate proportionately, or set a lower depth of cut. I245