Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками - страница 6
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MFK высокоэффективные фрезы для обработки чугуна
Каталог Kyocera фрезы MFK высокоэффективные фрезы для обработки чугуна Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Основной каталог Kyocera 2016-2017
Основной каталог Kyocera 2016-2017 Каталог Kyocera пластины с CVD покрытием для обработки чугуна
Каталог Kyocera пластины с CVD покрытием для обработки чугуна Каталог Kyocera пластины с CVD покрытием для обработки стали
Каталог Kyocera пластины с CVD покрытием для обработки стали 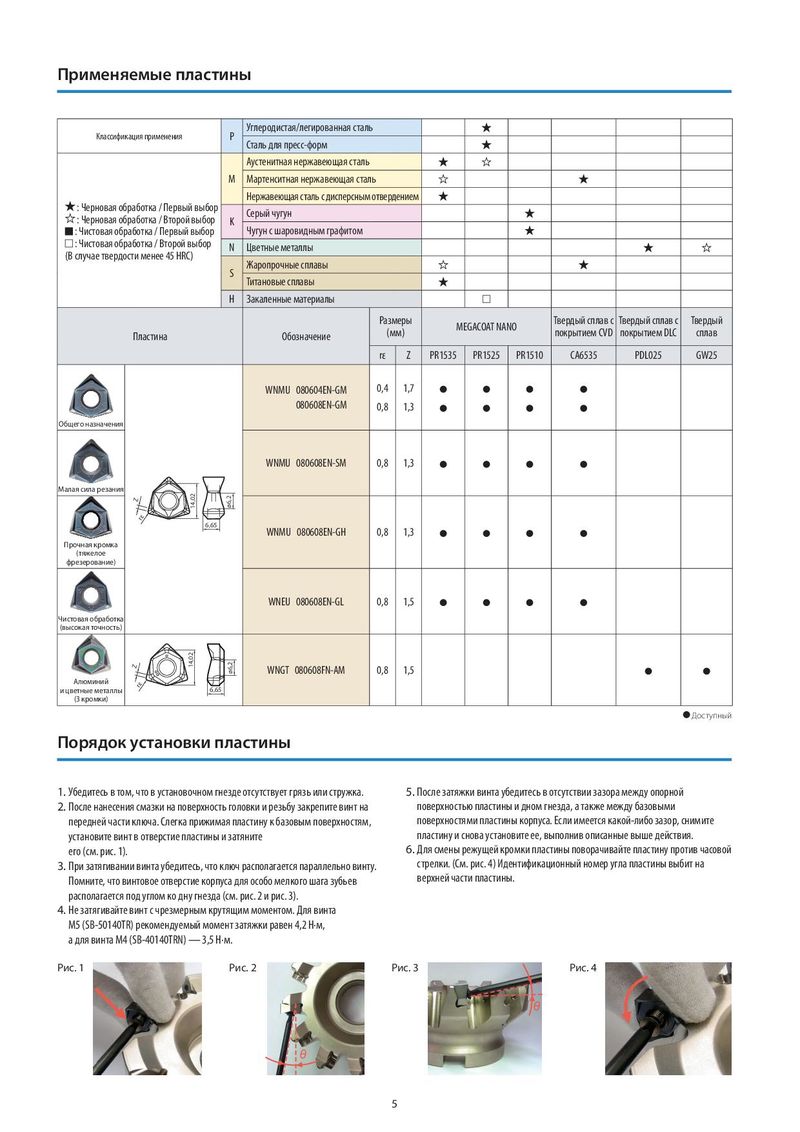
Применяемые пластины Классификация применения P Углеродистая/легированная сталь Сталь для пресс-форм Аустенитная нержавеющая сталь M Мартенситная нержавеющая сталь Нержавеющая сталь с дисперсным отвердением : Черновая обработка / Первый выбор Серый чугун : Черновая обработка / Второй выбор K : Чистовая обработка / Первый выбор Чугун с шаровидным графитом : Чистовая обработка / Второй выбор N Цветные металлы (В случае твердости менее 45 HRC) Жаропрочные сплавы S Титановые сплавы H Закаленные материалы Размеры MEGACOAT NANO Твердый сплав с Твердый сплав с Твердый Пластина Обозначение (мм) покрытием CVD покрытием DLC сплав rε Z PR1535 PR1525 PR1510 CA6535 PDL025 GW25 WNMU 080604EN-GM 0,4 1,7 080608EN-GM 0,8 1,3 Общего назначения WNMU 080608EN-SM 0,8 1,3 Малая сила резания 14,02 Z ø6,2 rε 6,65 WNMU 080608EN-GH 0,8 1,3 Прочная кромка (тяжeлое фрезерование) WNEU 080608EN-GL 0,8 1,5 Чистовая обработка (высокая точность) Z 14,02 ø6,2 WNGT 080608FN-AM 0,8 1,5 Алюминий rε и цветные металлы 6,65 (3 кромки) Доступный Порядок установки пластины 1. Убедитесь в том, что в установочном гнезде отсутствует грязь или стружка. 5. После затяжки винта убедитесь в отсутствии зазора между опорной 2. После нанесения смазки на поверхность головки и резьбу закрепите винт на поверхностью пластины и дном гнезда, а также между базовыми передней части ключа. Слегка прижимая пластину к базовым поверхностям, поверхностями пластины корпуса. Если имеется какой-либо зазор, снимите установите винт в отверстие пластины и затяните пластину и снова установите ее, выполнив описанные выше действия. его (см. рис. 1). 6. Для смены режущей кромки пластины поворачивайте пластину против часовой 3. При затягивании винта убедитесь, что ключ располагается параллельно винту. стрелки. (Cм. рис. 4) Идентификационный номер угла пластины выбит на Помните, что винтовое отверстие корпуса для особо мелкого шага зубьев верхней части пластины. располагается под углом ко дну гнезда (см. рис. 2 и рис. 3). 4. Не затягивайте винт с чрезмерным крутящим моментом. Для винта M5 (SB-50140TR) рекомендуемый момент затяжки равен 4,2 Н·м, а для винта M4 (SB-40140TRN) — 3,5 Н·м. Рис. 1 Рис. 2 Рис. 3 Рис. 4 5