Каталог Kyocera фрезы MRX с позитивными круглыми пластинами - страница 3
Навигация
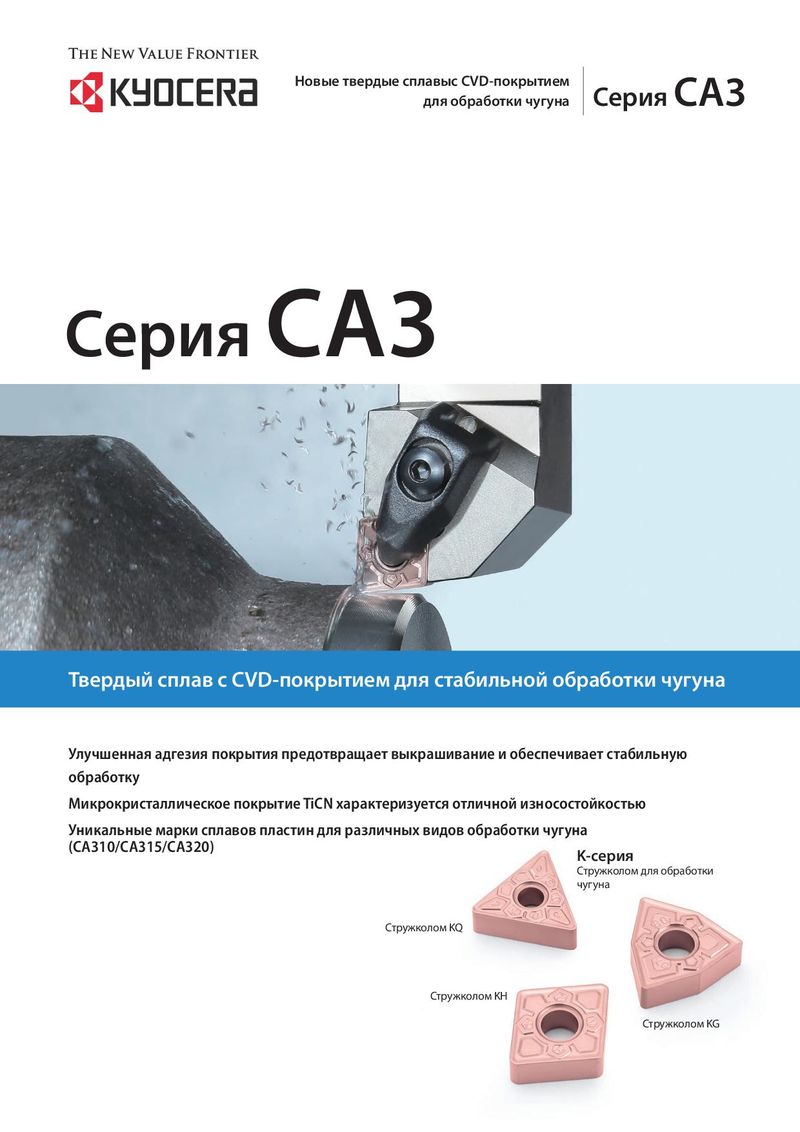 Каталог Kyocera пластины с CVD покрытием для обработки чугуна
Каталог Kyocera пластины с CVD покрытием для обработки чугуна Каталог Kyocera фрезы MFK высокоэффективные фрезы для обработки чугуна
Каталог Kyocera фрезы MFK высокоэффективные фрезы для обработки чугуна Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками
Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками Основной каталог Kyocera 2021 - 2022
Основной каталог Kyocera 2021 - 2022 Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом 
Высокая стойкость Ассортимент пластин из 4 сплавов и с 3 стружколомами. Обработка стали, нержавеющей стали и жаропрочных сплавов. Заготовка Сплав пластины Применяемый стружколом P Углеродистая/легированная/штамповая сталь PR1525 Стружколом GM/SM/GH K Серый чугун/чугун с шаровидным графитом PR1510 Стружколом GH/GM S Жаропрочный сплав на основе M Мартенситная нержавеющая сталь CA6535 Стружколом SM/GM никеля M Аустенитная нержавеющая сталь S Титановый сплав M Нержавеющая сталь с дисперсным PR1535 Стружколом SM/GM отвердением Для выбора стружколома и рекомендуемых режимов резания см. стр. 11 TiN Высокоэффективная обработка Гладкая поверхность и меньшая жаропрочного сплава на основе никеля адгезия α-Al2O3 и мартенситной нержавеющей стали. Стойкость к окислению и износу Покрытие CVD обеспечивает высокую Специальный тепло- и износостойкость наряду промежуточный слой Предотвращает отслаивание с повышенной устойчивостью за счет покрытия технологии нанесения тонкого покрытия. TiCN Фрикционная износостойкость CA6535 Многослойная структура Для титанового сплава и нержавеющей покрытия MEGACOAT NANO стали с дисперсным отвердением. Стабильная обработка и продолжительная стойкость инструмента благодаря технологии покрытия MEGACOAT NANO. PR1535 Сравнение стойкости инструмента Жаропрочный сплав на основе никеля Инструментальная сталь (38–42 HRC) 0,40 0,20 0,30 0,15 Износ [мм] Конкурент C Износ [мм] Образец конкурента D (CVD) (CVD) 0,20 0,10 KYOCERA KYOCERA CA6535 GM PR1525 GM 0,10 0,05 0,00 0,00 0 5 10 15 20 25 0 10 20 30 40 50 Время обработки [мин] Время обработки [мин] Режимы резания: Vрез. =50 м/мин, ap × ae = 1 x 20, fz = 0,15 мм/зуб, СОЖ Режимы резания: Vрез. = 120 м/мин, ap × ae = 2 x 25, fz = 0,35 мм/зуб, без СОЖ Стружколом GM Стружколом GM (рекомендуется в первую очередь) (рекомендуется в первую очередь) 3