Каталог Kyocera фрезы MFH для высокоскоростной обработки - страница 10
Навигация
 Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками
Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA Основной каталог Kyocera 2016-2017
Основной каталог Kyocera 2016-2017 Каталог Kyocera фрезы MRX с позитивными круглыми пластинами
Каталог Kyocera фрезы MRX с позитивными круглыми пластинами Каталог Kyocera пластины с CVD покрытием для обработки чугуна
Каталог Kyocera пластины с CVD покрытием для обработки чугуна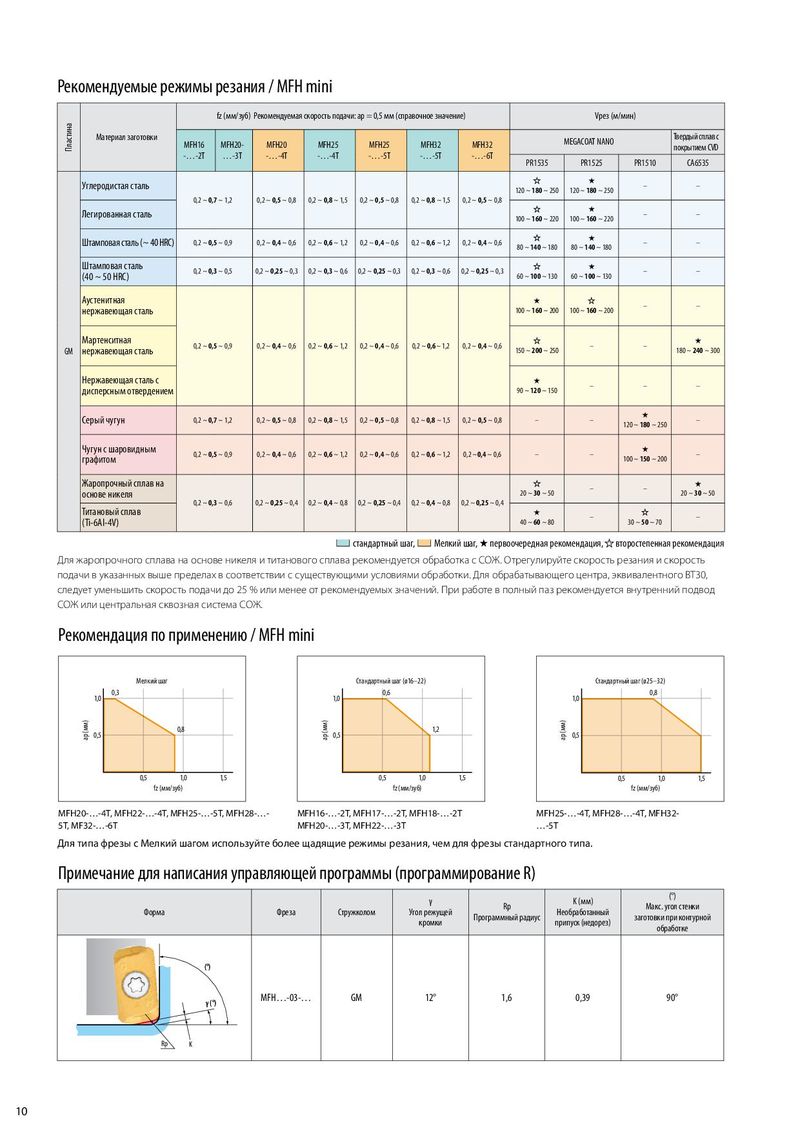
Рекомендуемые режимы резания / MFH mini fz (мм/зуб) Рекомендуемая скорость подачи: ap = 0,5 мм (справочное значение) Vрез (м/мин) Пластина Материал заготовки MEGACOAT NANO Твердый сплав с MFH16 MFH20- MFH20 MFH25 MFH25 MFH32 MFH32 покрытием CVD -…-2T …-3T -…-4T -…-4T -…-5T -…-5T -…-6T PR1535 PR1525 PR1510 CA6535 Углеродистая сталь ★ – – 120 ~ 180 ~ 250 120 ~ 180 ~ 250 0,2 ~ 0,7 ~ 1,2 0,2 ~ 0,5 ~ 0,8 0,2 ~ 0,8 ~ 1,5 0,2 ~ 0,5 ~ 0,8 0,2 ~ 0,8 ~ 1,5 0,2 ~ 0,5 ~ 0,8 Легированная сталь ★ – – 100 ~ 160 ~ 220 100 ~ 160 ~ 220 Штамповая сталь (~ 40 HRC) 0,2 ~ 0,5 ~ 0,9 0,2 ~ 0,4 ~ 0,6 0,2 ~ 0,6 ~ 1,2 0,2 ~ 0,4 ~ 0,6 0,2 ~ 0,6 ~ 1,2 0,2 ~ 0,4 ~ 0,6 ★ – – 80 ~ 140 ~ 180 80 ~ 140 ~ 180 Штамповая сталь 0,2 ~ 0,3 ~ 0,5 0,2 ~ 0,25 ~ 0,3 0,2 ~ 0,3 ~ 0,6 0,2 ~ 0,25 ~ 0,3 0,2 ~ 0,3 ~ 0,6 0,2 ~ 0,25 ~ 0,3 ★ – – (40 ~ 50 HRC) 60 ~ 100 ~ 130 60 ~ 100 ~ 130 Аустенитная ★ – – нержавеющая сталь 100 ~ 160 ~ 200 100 ~ 160 ~ 200 Мартенситная 0,2 ~ 0,5 ~ 0,9 0,2 ~ 0,4 ~ 0,6 0,2 ~ 0,6 ~ 1,2 0,2 ~ 0,4 ~ 0,6 0,2 ~ 0,6~ 1,2 0,2 ~ 0,4 ~ 0,6 – – ★ GM нержавеющая сталь 150 ~ 200 ~ 250 180 ~ 240 ~ 300 Нержавеющая сталь с ★ – – – дисперсным отвердением 90 ~ 120 ~ 150 Серый чугун 0,2 ~ 0,7 ~ 1,2 0,2 ~ 0,5 ~ 0,8 0,2 ~ 0,8 ~ 1,5 0,2 ~ 0,5 ~ 0,8 0,2 ~ 0,8 ~ 1,5 0,2 ~ 0,5 ~ 0,8 – – ★ – 120 ~ 180 ~ 250 Чугун с шаровидным 0,2 ~ 0,5 ~ 0,9 0,2 ~ 0,4 ~ 0,6 0,2 ~ 0,6 ~ 1,2 0,2 ~ 0,4 ~ 0,6 0,2 ~ 0,6 ~ 1,2 0,2 ~0,4 ~ 0,6 – – ★ – графитом 100 ~ 150 ~ 200 Жаропрочный сплав на – – ★ основе никеля 20 ~ 30 ~ 50 20 ~ 30 ~ 50 0,2 ~ 0,3 ~ 0,6 0,2 ~ 0,25 ~ 0,4 0,2 ~ 0,4 ~ 0,8 0,2 ~ 0,25 ~ 0,4 0,2 ~ 0,4 ~ 0,8 0,2 ~ 0,25 ~ 0,4 Титановый сплав ★ – – (Ti-6Al-4V) 40 ~ 60 ~ 80 30 ~ 50 ~ 70 стандартный шаг, Мелкий шаг, ★ первоочередная рекомендация, второстепенная рекомендация Для жаропрочного сплава на основе никеля и титанового сплава рекомендуется обработка с СОЖ. Отрегулируйте скорость резания и скорость подачи в указанных выше пределах в соответствии с существующими условиями обработки. Для обрабатывающего центра, эквивалентного BT30, следует уменьшить скорость подачи до 25 % или менее от рекомендуемых значений. При работе в полный паз рекомендуется внутренний подвод СОЖ или центральная сквозная система СОЖ. Рекомендация по применению / MFH mini Мелкий шаг Стандартный шаг (ø16–22) Стандартный шаг (ø25–32) 1,0 0,3 1,0 0,6 1,0 0,8 ap (мм) 0,5 0,8 ap (мм) 0,5 1,2 ap (мм) 0,5 0,5 1,0 1,5 0,5 1,0 1,5 0,5 1,0 1,5 fz (мм/зуб) fz (мм/зуб) fz (мм/зуб) MFH20-…-4T, MFH22-…-4T, MFH25-…-5T, MFH28-…- MFH16-…-2T, MFH17-…-2T, MFH18-…-2T MFH25-…-4T, MFH28-…-4T, MFH32- 5T, MF32-…-6T MFH20-…-3T, MFH22-…-3T …-5T Для типа фрезы с Мелкий шагом используйте более щадящие режимы резания, чем для фрезы стандартного типа. Примечание для написания управляющей программы (программирование R) γ K (мм) (°) Форма Фреза Стружколом Угол режущей Rp Необработанный Макс. угол стенки кромки Программный радиус припуск (недорез) заготовки при контурной обработке (°) γ (°) MFH…-03-… GM 12° 1,6 0,39 90° Rp K 10