Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы - страница 25
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera пластины с CVD покрытием для обработки чугуна
Каталог Kyocera пластины с CVD покрытием для обработки чугуна Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками
Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 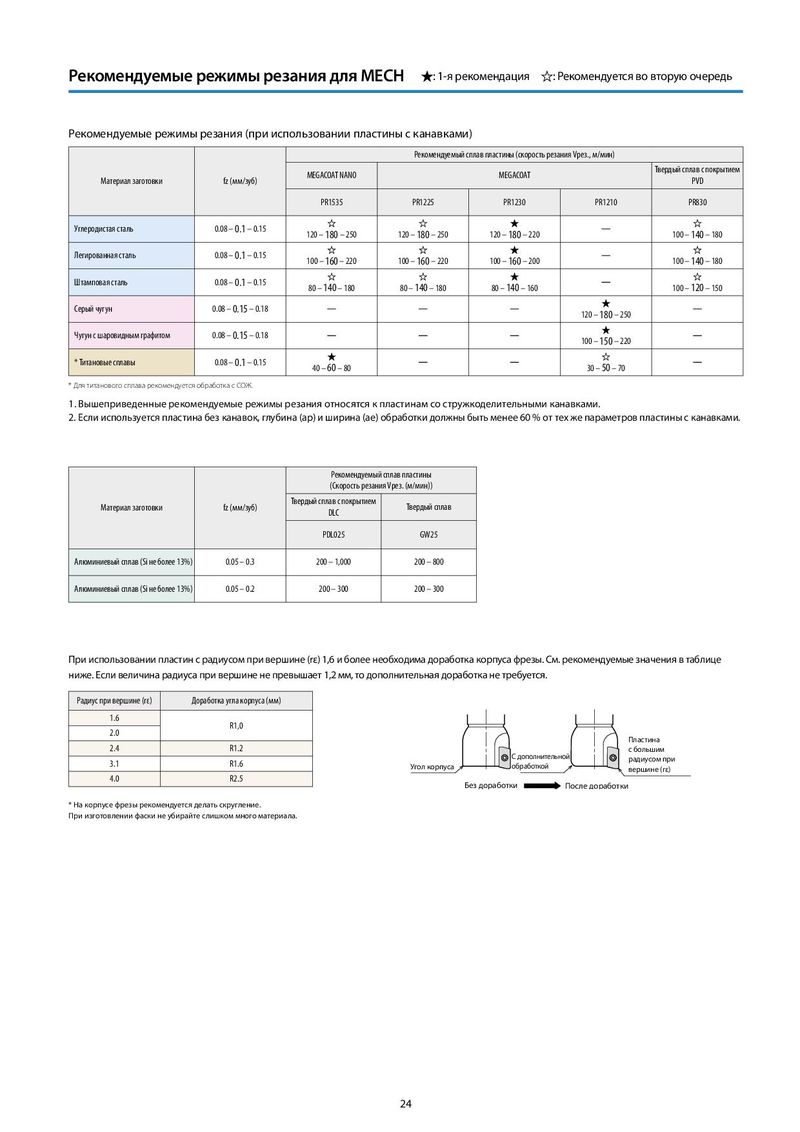
Рекомендуемые режимы резания для MECH : 1-я рекомендация : Рекомендуется во вторую очередь Рекомендуемые режимы резания (при использовании пластины с канавками) Рекомендуемый сплав пластины (скорость резания Vрез., м/мин) MEGACOAT NANO MEGACOAT Твердый сплав с покрытием Материал заготовки fz (мм/зуб) PVD PR1535 PR1225 PR1230 PR1210 PR830 Углеродистая сталь 0.08 – 0.1 – 0.15 120 – 180 – 250 120 – 180 – 250 120 – 180 – 220 100 – 140 – 180 Легированная сталь 0.08 – 0.1 – 0.15 100 – 160 – 220 100 – 160 – 220 100 – 160 – 200 100 – 140 – 180 Штамповая сталь 0.08 – 0.1 – 0.15 80 – 140 – 180 80 – 140 – 180 80 – 140 – 160 100 – 120 – 150 Серый чугун 0.08 – 0.15 – 0.18 120 – 180 – 250 Чугун с шаровидным графитом 0.08 – 0.15 – 0.18 100 – 150 – 220 * Титановые сплавы 0.08 – 0.1 – 0.15 40 – 60 – 80 30 – 50 – 70 * Для титанового сплава рекомендуется обработка с СОЖ. 1. Вышеприведенные рекомендуемые режимы резания относятся к пластинам со стружкоделительными канавками. 2. Если используется пластина без канавок, глубина (ap) и ширина (ae) обработки должны быть менее 60 % от тех же параметров пластины с канавками. Рекомендуемый сплав пластины (Скорость резания Vрез. (м/мин)) Материал заготовки fz (мм/зуб) Твердый сплав с покрытием Твердый сплав DLC PDL025 GW25 Алюминиевый сплав (Si не более 13%) 0.05 – 0.3 200 – 1,000 200 – 800 Алюминиевый сплав (Si не более 13%) 0.05 – 0.2 200 – 300 200 – 300 При использовании пластин с радиусом при вершине (rε) 1,6 и более необходима доработка корпуса фрезы. См. рекомендуемые значения в таблице ниже. Если величина радиуса при вершине не превышает 1,2 мм, то дополнительная доработка не требуется. Радиус при вершине (rε) Доработка угла корпуса (мм) 1.6 R1,0 2.0 Пластина 2.4 R1.2 с большим 3.1 R1.6 С дополнительной радиусом при Угол корпуса обработкой вершине (rε) 4.0 R2.5 Без доработки После доработки * На корпусе фрезы рекомендуется делать скругление. При изготовлении фаски не убирайте слишком много материала. 24