Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы - страница 19
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera пластины с CVD покрытием для обработки чугуна
Каталог Kyocera пластины с CVD покрытием для обработки чугуна Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками
Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 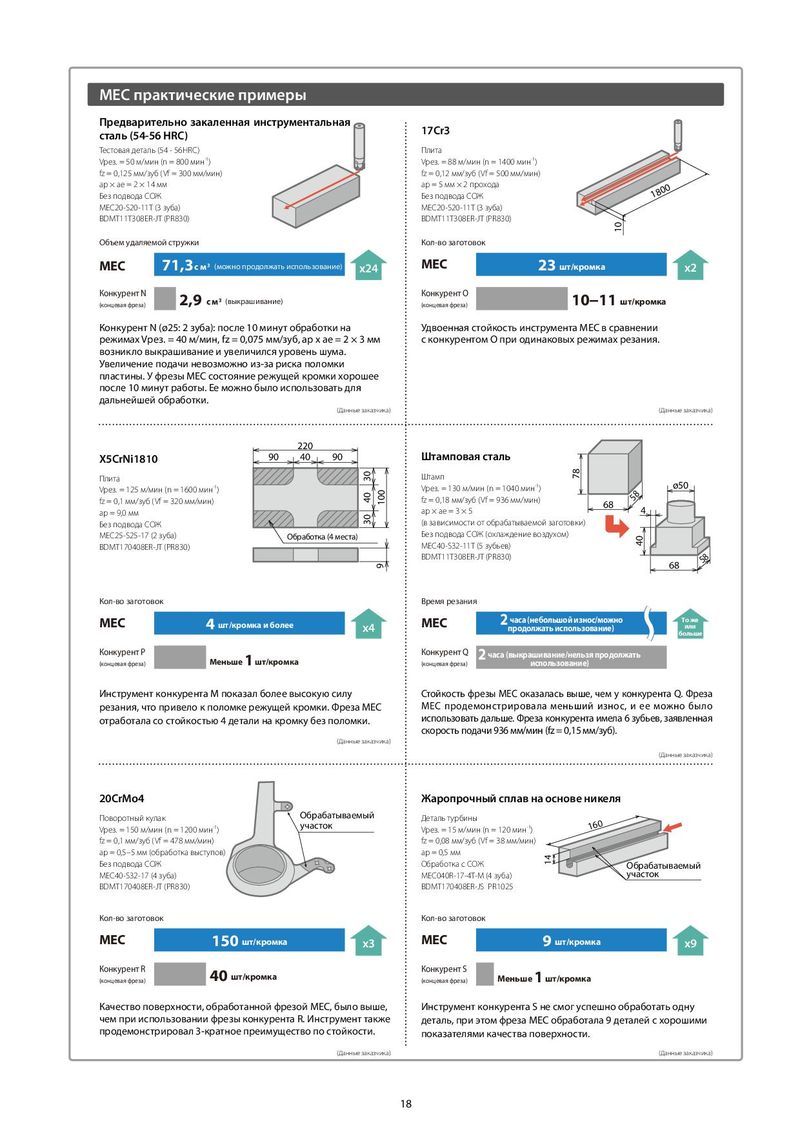
MEC практические примеры Предварительно закаленная инструментальная 17Cr3 сталь (54-56 HRC) Тестовая деталь (54 - 56HRC) Плита Vрез. = 50 м/мин (n = 800 мин-1) Vрез. = 88 м/мин (n = 1400 мин-1) fz = 0,125 мм/зуб (Vf = 300 мм/мин) fz = 0,12 мм/зуб (Vf = 500 мм/мин) ap × ae = 2 × 14 мм ap = 5 мм × 2 прохода 1800 Без подвода СОЖ Без подвода СОЖ MEC20-S20-11T (3 зуба) MEC20-S20-11T (3 зуба) BDMT11T308ER-JT (PR830) BDMT11T308ER-JT (PR830) 10 Объем удаляемой стружки Кол-во заготовок MEC 71,3 с м 3 (можно продолжать использование) x24 MEC 23 шт/кромка x2 Конкурент N 2,9 с м3 (выкрашивание) Конкурент O 10−11 шт/кромка (концевая фреза) (концевая фреза) Конкурент N (ø25: 2 зуба): после 10 минут обработки на Удвоенная стойкость инструмента MEC в сравнении режимах Vрез. = 40 м/мин, fz = 0,075 мм/зуб, ap x ae = 2 × 3 мм с конкурентом О при одинаковых режимах резания. возникло выкрашивание и увеличился уровень шума. Увеличение подачи невозможно из-за риска поломки пластины. У фрезы MEC состояние режущей кромки хорошее после 10 минут работы. Ее можно было использовать для дальнейшей обработки. (Данные заказчика) (Данные заказчика) 220 X5CrNi1810 90 40 90 Штамповая сталь Плита 30 Штамп 78 Vрез. = 125 м/мин (n = 1600 мин-1) 100 Vрез. = 130 м/мин (n = 1040 мин-1) ø50 fz = 0,1 мм/зуб (Vf = 320 мм/мин) 40 fz = 0,18 мм/зуб (Vf = 936 мм/мин) 58 ap = 9,0 мм ap × ae = 3 × 5 68 4 Без подвода СОЖ 30 (в зависимости от обрабатываемой заготовки) MEC25-S25-17 (2 зуба) Обработка (4 места) Без подвода СОЖ (охлаждение воздухом) 40 BDMT170408ER-JT (PR830) MEC40-S32-11T (5 зубьев) BDMT11T308ER-JT (PR830) 58 9 68 Кол-во заготовок Время резания MEC 4 шт/кромка и более MEC 2 часа (небольшой износ/можно То же x4 продолжать использование) или больше Конкурент P 1 Меньше Конкурент Q 2 часа (выкрашивание/нельзя продолжать (концевая фреза) шт/кромка (концевая фреза) использование) Инструмент конкурента M показал более высокую силу Стойкость фрезы MEC оказалась выше, чем у конкурента Q. Фреза резания, что привело к поломке режущей кромки. Фреза MEC MEC продемонстрировала меньший износ, и ее можно было отработала со стойкостью 4 детали на кромку без поломки. использовать дальше. Фреза конкурента имела 6 зубьев, заявленная скорость подачи 936 мм/мин (fz = 0,15 мм/зуб). (Данные заказчика) (Данные заказчика) 20CrMo4 Жаропрочный сплав на основе никеля Поворотный кулак Обрабатываемый Деталь турбины Vрез. = 150 м/мин (n = 1200 мин-1) участок Vрез. = 15 м/мин (n = 120 мин-1) 160 fz = 0,1 мм/зуб (Vf = 478 мм/мин) fz = 0,08 мм/зуб (Vf = 38 мм/мин) ap = 0,5–5 мм (обработка выступов) ap = 0,5 мм 14 Без подвода СОЖ Обработка с СОЖ Обрабатываемый MEC40-S32-17 (4 зуба) MEC040R-17-4T-M (4 зуба) участок BDMT170408ER-JT (PR830) BDMT170408ER-JS PR1025 Кол-во заготовок Кол-во заготовок MEC 150 шт/кромка 1.x53倍 MEC 9 шт/кромка x9 Конкурент R 40 шт/кромка Конкурент S 1 Меньше (концевая фреза) (концевая фреза) шт/кромка Качество поверхности, обработанной фрезой MEC, было выше, Инструмент конкурента S не смог успешно обработать одну чем при использовании фрезы конкурента R. Инструмент также деталь, при этом фреза MEC обработала 9 деталей с хорошими продемонстрировал 3-кратное преимущество по стойкости. показателями качества поверхности. (Данные заказчика) (Данные заказчика) 18