Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы - страница 14
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera пластины с CVD покрытием для обработки чугуна
Каталог Kyocera пластины с CVD покрытием для обработки чугуна Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками
Каталог Kyocera пластины MFWN двухсторонние с шестью режущими кромками Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 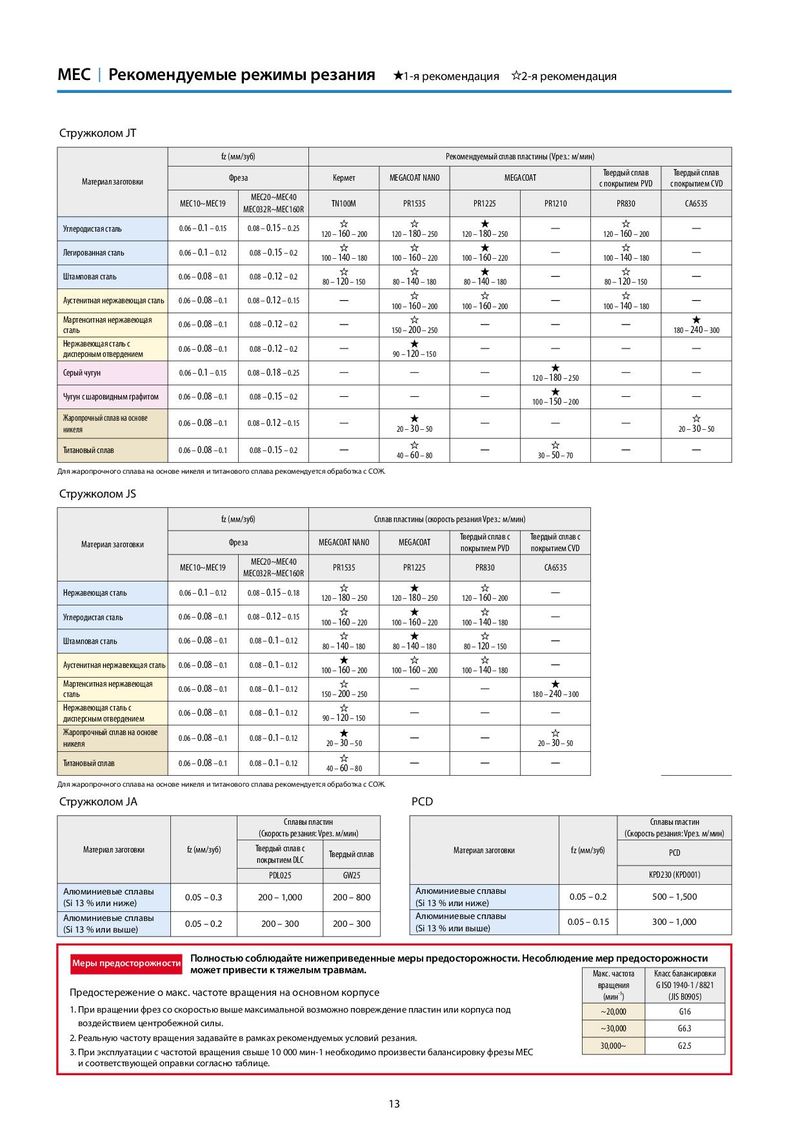
MEC Рекомендуемые режимы резания 1-я рекомендация 2-я рекомендация Стружколом JT fz (мм/зуб) Рекомендуемый сплав пластины (Vрез.: м/мин) Фреза Кермет MEGACOAT NANO MEGACOAT Твердый сплав Твердый сплав Материал заготовки с покрытием PVD с покрытием CVD MEC10~MEC19 MEC20~MEC40 TN100M PR1535 PR1225 PR1210 PR830 CA6535 MEC032R~MEC160R Углеродистая сталь 0.06 – 0.1 – 0.15 0.08 – 0.15 – 0.25 120 – 160 – 200 120 – 180 – 250 120 – 180 – 250 120 – 160 – 200 Легированная сталь 0.06 – 0.1 – 0.12 0.08 – 0.15 – 0.2 100 – 140 – 180 100 – 160 – 220 100 – 160 – 220 100 – 140 – 180 Штамповая сталь 0.06 – 0.08 – 0.1 0.08 – 0.12 – 0.2 80 – 120 – 150 80 – 140 – 180 80 – 140 – 180 80 – 120 – 150 Аустенитная нержавеющая сталь 0.06 – 0.08 – 0.1 0.08 – 0.12 – 0.15 100 – 160 – 200 100 – 160 – 200 100 – 140 – 180 Мартенситная нержавеющая 0.06 – 0.08 – 0.1 0.08 – 0.12 – 0.2 сталь 150 – 200 – 250 180 – 240 – 300 Нержавеющая сталь с 0.06 – 0.08 – 0.1 0.08 – 0.12 – 0.2 дисперсным отвердением 90 – 120 – 150 Серый чугун 0.06 – 0.1 – 0.15 0.08 – 0.18 – 0.25 120 – 180 – 250 Чугун с шаровидным графитом 0.06 – 0.08 – 0.1 0.08 – 0.15 – 0.2 100 – 150 – 200 Жаропрочный сплав на основе 0.06 – 0.08 – 0.1 0.08 – 0.12 – 0.15 никеля 20 – 30 – 50 20 – 30 – 50 Титановый сплав 0.06 – 0.08 – 0.1 0.08 – 0.15 – 0.2 40 – 60 – 80 30 – 50 – 70 Для жаропрочного сплава на основе никеля и титанового сплава рекомендуется обработка с СОЖ. Стружколом JS fz (мм/зуб) Сплав пластины (скорость резания Vрез.: м/мин) Материал заготовки Фреза MEGACOAT NANO MEGACOAT Твердый сплав с Твердый сплав с покрытием PVD покрытием CVD MEC10~MEC19 MEC20~MEC40 PR1535 PR1225 PR830 CA6535 MEC032R~MEC160R Нержавеющая сталь 0.06 – 0.1 – 0.12 0.08 – 0.15 – 0.18 120 – 180 – 250 120 – 180 – 250 120 – 160 – 200 Углеродистая сталь 0.06 – 0.08 – 0.1 0.08 – 0.12 – 0.15 100 – 160 – 220 100 – 160 – 220 100 – 140 – 180 Штамповая сталь 0.06 – 0.08 – 0.1 0.08 – 0.1 – 0.12 80 – 140 – 180 80 – 140 – 180 80 – 120 – 150 Аустенитная нержавеющая сталь 0.06 – 0.08 – 0.1 0.08 – 0.1 – 0.12 100 – 160 – 200 100 – 160 – 200 100 – 140 – 180 Мартенситная нержавеющая 0.06 – 0.08 – 0.1 0.08 – 0.1 – 0.12 сталь 150 – 200 – 250 180 – 240 – 300 Нержавеющая сталь с 0.06 – 0.08 – 0.1 0.08 – 0.1 – 0.12 дисперсным отвердением 90 – 120 – 150 Жаропрочный сплав на основе 0.06 – 0.08 – 0.1 0.08 – 0.1 – 0.12 никеля 20 – 30 – 50 20 – 30 – 50 Титановый сплав 0.06 – 0.08 – 0.1 0.08 – 0.1 – 0.12 40 – 60 – 80 Для жаропрочного сплава на основе никеля и титанового сплава рекомендуется обработка с СОЖ. Стружколом JA PCD Сплавы пластин Сплавы пластин (Скорость резания: Vрез. м/мин) (Скорость резания: Vрез. м/мин) Материал заготовки fz (мм/зуб) Твердый сплав с Твердый сплав Материал заготовки fz (мм/зуб) PCD покрытием DLC PDL025 GW25 KPD230 (KPD001) Алюминиевые сплавы 0.05 – 0.3 200 – 1,000 200 – 800 Алюминиевые сплавы 0.05 – 0.2 500 – 1,500 (Si 13 % или ниже) (Si 13 % или ниже) Алюминиевые сплавы 0.05 – 0.2 200 – 300 200 – 300 Алюминиевые сплавы 0.05 – 0.15 300 – 1,000 (Si 13 % или выше) (Si 13 % или выше) Меры предосторожности Полностью соблюдайте нижеприведенные меры предосторожности. Несоблюдение мер предосторожности может привести к тяжелым травмам. Макс. частота Класс балансировки Предостережение о макс. частоте вращения на основном корпусе вращения G ISO 1940-1 / 8821 (мин-1) (JIS B0905) 1. При вращении фрез со скоростью выше максимальной возможно повреждение пластин или корпуса под ~20,000 G16 воздействием центробежной силы. ~30,000 G6.3 2. Реальную частоту вращения задавайте в рамках рекомендуемых условий резания. 30,000~ G2.5 3. При эксплуатации с частотой вращения свыше 10 000 мин-1 необходимо произвести балансировку фрезы MEC и соответствующей оправки согласно таблице. 13