Каталог KKK концевые фрезы 2016 - страница 42
Навигация
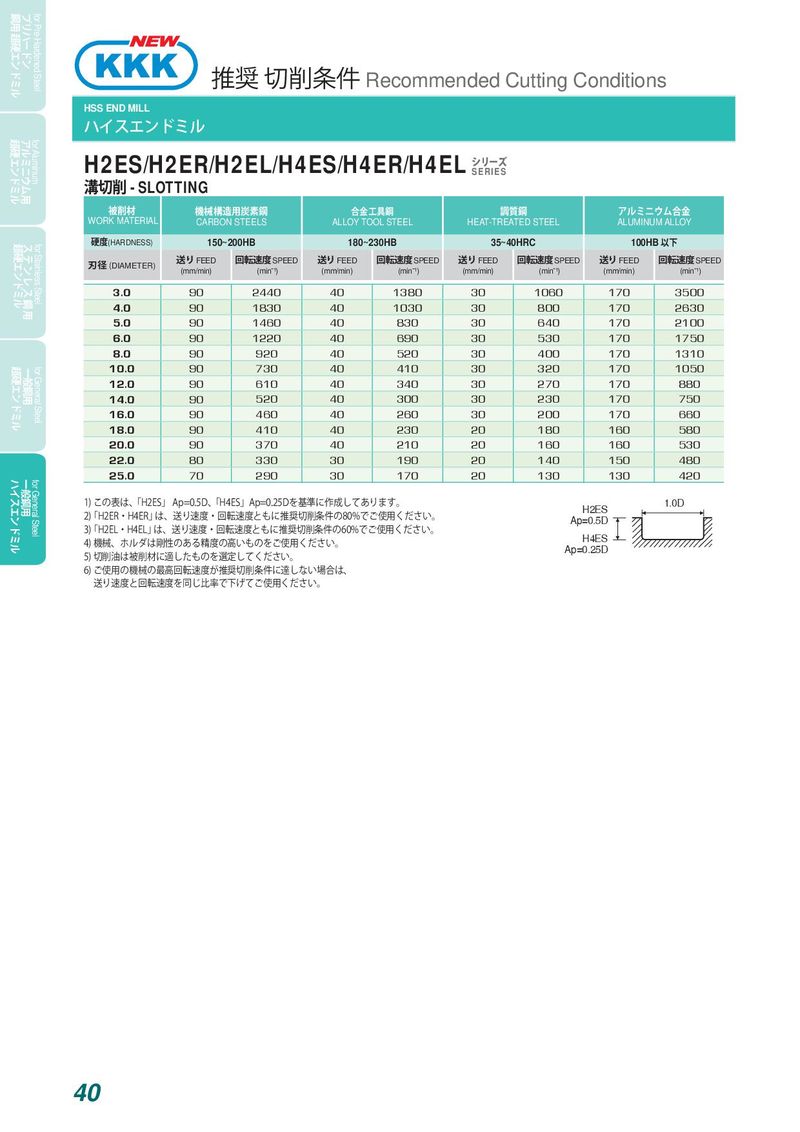
ハイスエンドミル超硬エンドミル超硬エンドミル超硬エンドミル鋼用 超硬エンドミル 一般鋼用一般鋼用ステンレス鋼用アルミニウム用プリハードン for General Steelfor General Steelfor Stainless Steelfor Aluminumfor Pre-Hardened Steel 推奨 切削条件 Recommended Cutting Conditions HSS END MILL ハイスエンドミル H2ES/H2ER/H2EL/H4ES/H4ER/H4EL シリーズ SERIES 溝切削 - SLOTTING 被削材 機械構造用炭素鋼 合金工具鋼 調質鋼 アルミニウム合金 WORK MATERIAL CARBON STEELS ALLOY TOOL STEEL HEAT-TREATED STEEL ALUMINUM ALLOY 硬度(HARDNESS) 150~200HB 180~230HB 35~40HRC 100HB 以下 刃径 (DIAMETER) 送り FEED(mm/min) 回転速度 SPEED(min-¹) 送り FEED(mm/min) 回転速度 SPEED(min-¹) 送り FEED(mm/min) 回転速度 SPEED(min-¹) 送り FEED(mm/min) 回転速度 SPEED(min-¹) 3.0 90 2440 40 1380 30 1060 170 3500 4.0 90 1830 40 1030 30 800 170 2630 5.0 90 1460 40 830 30 640 170 2100 6.0 90 1220 40 690 30 530 170 1750 8.0 90 920 40 520 30 400 170 1310 10.0 90 730 40 410 30 320 170 1050 12.0 90 610 40 340 30 270 170 880 14.0 90 520 40 300 30 230 170 750 16.0 90 460 40 260 30 200 170 660 18.0 90 410 40 230 20 180 160 580 20.0 90 370 40 210 20 160 160 530 22.0 80 330 30 190 20 140 150 480 25.0 70 290 30 170 20 130 130 420 1) この表は、「H2ES」 Ap=0.5D、「H4ES」Ap=0.25Dを基準に作成してあります。2)「H2ER・H4ER」は、送り速度・回転速度ともに推奨切削条件の80%でご使用ください。 H2ES 1.0DAp=0.5D 3)「H2EL・H4EL」は、送り速度・回転速度ともに推奨切削条件の60%でご使用ください。 4) 機械、ホルダは剛性のある精度の高いものをご使用ください。 H4ESAp=0.25D 5) 切削油は被削材に適したものを選定してください。 6) ご使用の機械の最高回転速度が推奨切削条件に達しない場合は、 送り速度と回転速度を同じ比率で下げてご使用ください。 40