Каталог KKK концевые фрезы 2016 - страница 22
Навигация
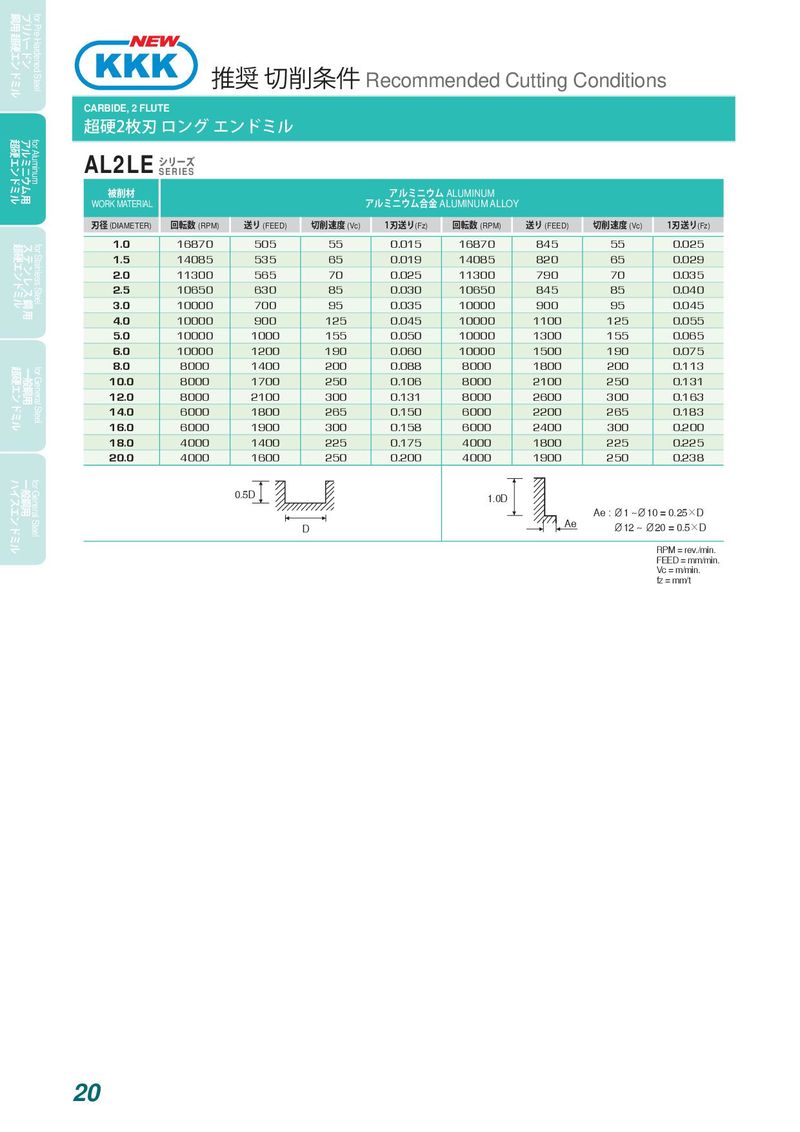
ハイスエンドミル超硬エンドミル超硬エンドミル超硬エンドミル鋼用 超硬エンドミル 一般鋼用一般鋼用ステンレス鋼用アルミニウム用プリハードン for General Steelfor General Steelfor Stainless Steelfor Aluminumfor Pre-Hardened Steel 推奨 切削条件 Recommended Cutting Conditions CARBIDE, 2 FLUTE 超硬2枚刃 ロング エンドミル AL2LE シリーズ SERIES 被削材 アルミニウム ALUMINUM WORK MATERIAL アルミニウム合金 ALUMINUM ALLOY 刃径 (DIAMETER) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) 1.0 16870 505 55 0.015 16870 845 55 0.025 1.5 14085 535 65 0.019 14085 820 65 0.029 2.0 11300 565 70 0.025 11300 790 70 0.035 2.5 10650 630 85 0.030 10650 845 85 0.040 3.0 10000 700 95 0.035 10000 900 95 0.045 4.0 10000 900 125 0.045 10000 1100 125 0.055 5.0 10000 1000 155 0.050 10000 1300 155 0.065 6.0 10000 1200 190 0.060 10000 1500 190 0.075 8.0 8000 1400 200 0.088 8000 1800 200 0.113 10.0 8000 1700 250 0.106 8000 2100 250 0.131 12.0 8000 2100 300 0.131 8000 2600 300 0.163 14.0 6000 1800 265 0.150 6000 2200 265 0.183 16.0 6000 1900 300 0.158 6000 2400 300 0.200 18.0 4000 1400 225 0.175 4000 1800 225 0.225 20.0 4000 1600 250 0.200 4000 1900 250 0.238 0.5D 1.0D Ae : 丁1 ~丁10 = 0.25䮄D D Ae 丁12 ~ 丁20 = 0.5䮄D RPM = rev./min. FEED = mm/min. Vc = m/min. fz = mm/t 20