Каталог KKK концевые фрезы 2016 - страница 16
Навигация
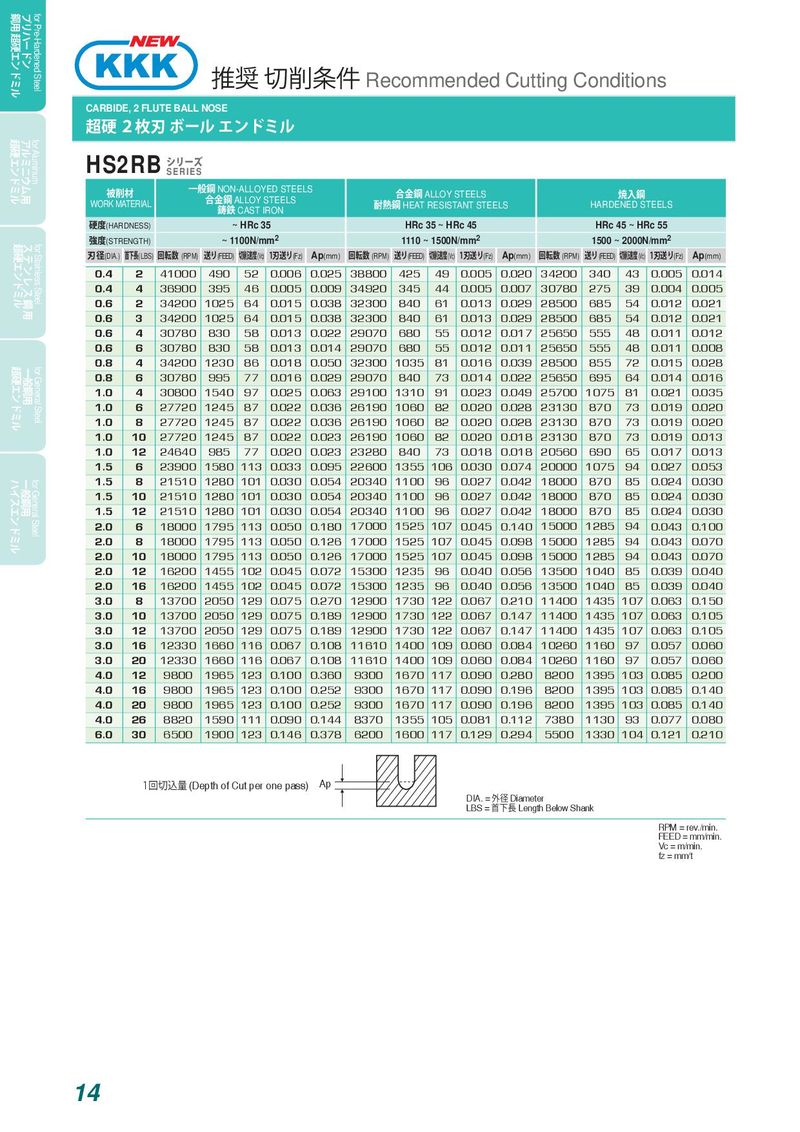
ハイスエンドミル超硬エンドミル超硬エンドミル超硬エンドミル鋼用 超硬エンドミル 一般鋼用一般鋼用ステンレス鋼用アルミニウム用プリハードン for General Steelfor General Steelfor Stainless Steelfor Aluminumfor Pre-Hardened Steel 推奨 切削条件 Recommended Cutting Conditions CARBIDE, 2 FLUTE BALL NOSE 超硬 2枚刃 ボール エンドミル HS2RB シリーズ SERIES 被削材WORK MATERIAL 一般鋼 NON-ALLOYED STEELS合金鋼 ALLOY STEELS鋳鉄 CAST IRON 合金鋼 ALLOY STEELS耐熱鋼 HEAT RESISTANT STEELS 焼入鋼HARDENED STEELS 硬度(HARDNESS) ~ HRc 35 HRc 35 ~ HRc 45 HRc 45 ~ HRc 55 強度(STRENGTH) ~ 1100N/mm2 1110 ~ 1500N/mm2 1500 ~ 2000N/mm2 刃径(DIA.) 首下長(LBS) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) Ap(mm) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) Ap(mm) 回転数 (RPM) 送り (FEED) 切削速度 (Vc) 1刃送り(Fz) Ap(mm) 0.4 2 41000 490 52 0.006 0.025 38800 425 49 0.005 0.020 34200 340 43 0.005 0.014 0.4 4 36900 395 46 0.005 0.009 34920 345 44 0.005 0.007 30780 275 39 0.004 0.005 0.6 2 34200 1025 64 0.015 0.038 32300 840 61 0.013 0.029 28500 685 54 0.012 0.021 0.6 3 34200 1025 64 0.015 0.038 32300 840 61 0.013 0.029 28500 685 54 0.012 0.021 0.6 4 30780 830 58 0.013 0.022 29070 680 55 0.012 0.017 25650 555 48 0.011 0.012 0.6 6 30780 830 58 0.013 0.014 29070 680 55 0.012 0.011 25650 555 48 0.011 0.008 0.8 4 34200 1230 86 0.018 0.050 32300 1035 81 0.016 0.039 28500 855 72 0.015 0.028 0.8 6 30780 995 77 0.016 0.029 29070 840 73 0.014 0.022 25650 695 64 0.014 0.016 1.0 4 30800 1540 97 0.025 0.063 29100 1310 91 0.023 0.049 25700 1075 81 0.021 0.035 1.0 6 27720 1245 87 0.022 0.036 26190 1060 82 0.020 0.028 23130 870 73 0.019 0.020 1.0 8 27720 1245 87 0.022 0.036 26190 1060 82 0.020 0.028 23130 870 73 0.019 0.020 1.0 10 27720 1245 87 0.022 0.023 26190 1060 82 0.020 0.018 23130 870 73 0.019 0.013 1.0 12 24640 985 77 0.020 0.023 23280 840 73 0.018 0.018 20560 690 65 0.017 0.013 1.5 6 23900 1580 113 0.033 0.095 22600 1355 106 0.030 0.074 20000 1075 94 0.027 0.053 1.5 8 21510 1280 101 0.030 0.054 20340 1100 96 0.027 0.042 18000 870 85 0.024 0.030 1.5 10 21510 1280 101 0.030 0.054 20340 1100 96 0.027 0.042 18000 870 85 0.024 0.030 1.5 12 21510 1280 101 0.030 0.054 20340 1100 96 0.027 0.042 18000 870 85 0.024 0.030 2.0 6 18000 1795 113 0.050 0.180 17000 1525 107 0.045 0.140 15000 1285 94 0.043 0.100 2.0 8 18000 1795 113 0.050 0.126 17000 1525 107 0.045 0.098 15000 1285 94 0.043 0.070 2.0 10 18000 1795 113 0.050 0.126 17000 1525 107 0.045 0.098 15000 1285 94 0.043 0.070 2.0 12 16200 1455 102 0.045 0.072 15300 1235 96 0.040 0.056 13500 1040 85 0.039 0.040 2.0 16 16200 1455 102 0.045 0.072 15300 1235 96 0.040 0.056 13500 1040 85 0.039 0.040 3.0 8 13700 2050 129 0.075 0.270 12900 1730 122 0.067 0.210 11400 1435 107 0.063 0.150 3.0 10 13700 2050 129 0.075 0.189 12900 1730 122 0.067 0.147 11400 1435 107 0.063 0.105 3.0 12 13700 2050 129 0.075 0.189 12900 1730 122 0.067 0.147 11400 1435 107 0.063 0.105 3.0 16 12330 1660 116 0.067 0.108 11610 1400 109 0.060 0.084 10260 1160 97 0.057 0.060 3.0 20 12330 1660 116 0.067 0.108 11610 1400 109 0.060 0.084 10260 1160 97 0.057 0.060 4.0 12 9800 1965 123 0.100 0.360 9300 1670 117 0.090 0.280 8200 1395 103 0.085 0.200 4.0 16 9800 1965 123 0.100 0.252 9300 1670 117 0.090 0.196 8200 1395 103 0.085 0.140 4.0 20 9800 1965 123 0.100 0.252 9300 1670 117 0.090 0.196 8200 1395 103 0.085 0.140 4.0 26 8820 1590 111 0.090 0.144 8370 1355 105 0.081 0.112 7380 1130 93 0.077 0.080 6.0 30 6500 1900 123 0.146 0.378 6200 1600 117 0.129 0.294 5500 1330 104 0.121 0.210 1回切込量 (Depth of Cut per one pass) Ap DIA. = 外径 Diameter LBS = 首下長 Length Below Shank RPM = rev./min. FEED = mm/min. Vc = m/min. fz = mm/t 14