Основной каталог Kennametal вращающиеся инструменты 2018 - страница 824
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1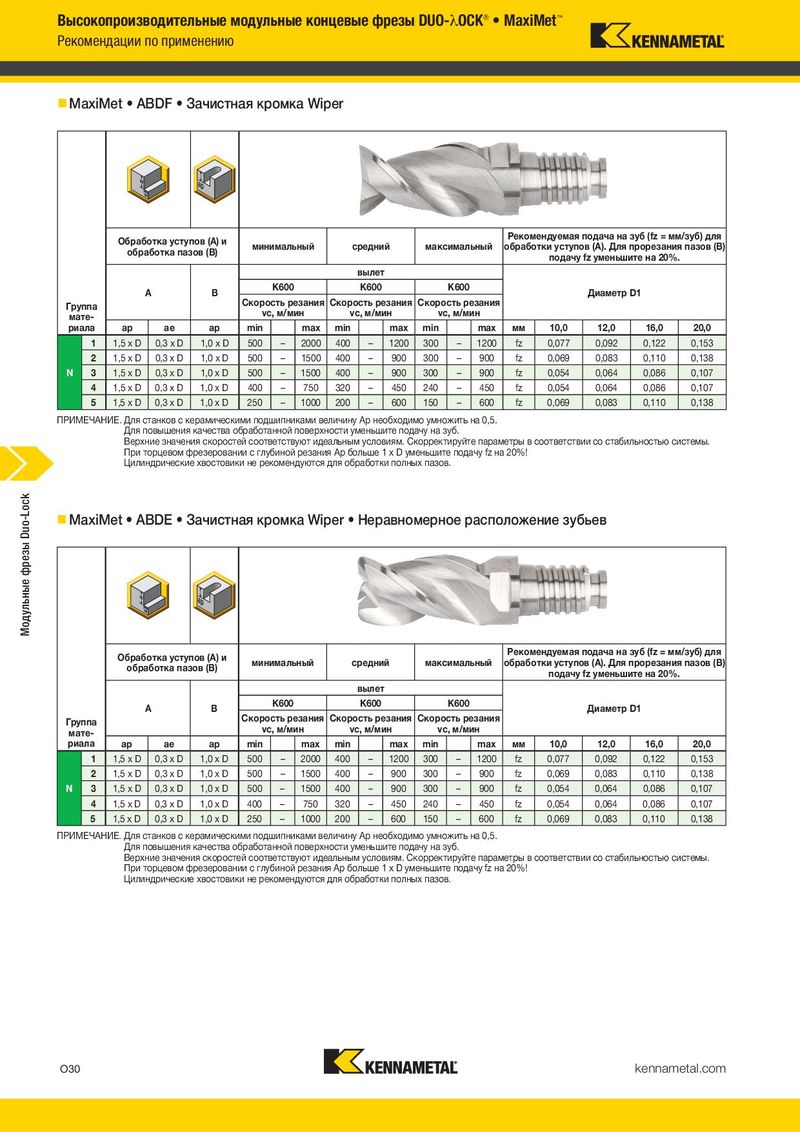
Высокопроизводительные модульные концевые фрезы DUO-hOCK® • MaxiMet™ Рекомендации по применению MaxiMet • ABDF • Зачистная кромка Wiper Обработка уступов (A) и Рекомендуемая подача на зуб (fz = мм/зуб) для обработка пазов (B) минимальный средний максимальный обработки уступов (A). Для прорезания пазов (B) подачу fz уменьшите на 20%. вылет A B K600 K600 K600 Диаметр D1 Группа Скорость резания Скорость резания Скорость резания мате- vc, м/мин vc, м/мин vc, м/мин риала ap ae ap min max min max min max мм 10,0 12,0 16,0 20,0 1 1,5 x D 0,3 x D 1,0 x D 500 – 2000 400 – 1200 300 – 1200 fz 0,077 0,092 0,122 0,153 2 1,5 x D 0,3 x D 1,0 x D 500 – 1500 400 – 900 300 – 900 fz 0,069 0,083 0,110 0,138 N 3 1,5 x D 0,3 x D 1,0 x D 500 – 1500 400 – 900 300 – 900 fz 0,054 0,064 0,086 0,107 4 1,5 x D 0,3 x D 1,0 x D 400 – 750 320 – 450 240 – 450 fz 0,054 0,064 0,086 0,107 5 1,5 x D 0,3 x D 1,0 x D 250 – 1000 200 – 600 150 – 600 fz 0,069 0,083 0,110 0,138 ПРИМЕЧАНИЕ. Для станков с керамическими подшипниками величину Ap необходимо умножить на 0,5. Для повышения качества обработанной поверхности уменьшите подачу на зуб. Верхние значения скоростей соответствуют идеальным условиям. Скорректируйте параметры в соответствии со стабильностью системы. При торцевом фрезеровании с глубиной резания Ap больше 1 x D уменьшите подачу fz на 20%! Цилиндрические хвостовики не рекомендуются для обработки полных пазов. Модульные фрезы Duo-Lock MaxiMet • ABDE • Зачистная кромка Wiper • Неравномерное расположение зубьев Обработка уступов (A) и Рекомендуемая подача на зуб (fz = мм/зуб) для обработка пазов (B) минимальный средний максимальный обработки уступов (A). Для прорезания пазов (B) подачу fz уменьшите на 20%. вылет A B K600 K600 K600 Диаметр D1 Группа Скорость резания Скорость резания Скорость резания мате- vc, м/мин vc, м/мин vc, м/мин риала ap ae ap min max min max min max мм 10,0 12,0 16,0 20,0 1 1,5 x D 0,3 x D 1,0 x D 500 – 2000 400 – 1200 300 – 1200 fz 0,077 0,092 0,122 0,153 2 1,5 x D 0,3 x D 1,0 x D 500 – 1500 400 – 900 300 – 900 fz 0,069 0,083 0,110 0,138 N 3 1,5 x D 0,3 x D 1,0 x D 500 – 1500 400 – 900 300 – 900 fz 0,054 0,064 0,086 0,107 4 1,5 x D 0,3 x D 1,0 x D 400 – 750 320 – 450 240 – 450 fz 0,054 0,064 0,086 0,107 5 1,5 x D 0,3 x D 1,0 x D 250 – 1000 200 – 600 150 – 600 fz 0,069 0,083 0,110 0,138 ПРИМЕЧАНИЕ. Для станков с керамическими подшипниками величину Ap необходимо умножить на 0,5. Для повышения качества обработанной поверхности уменьшите подачу на зуб. Верхние значения скоростей соответствуют идеальным условиям. Скорректируйте параметры в соответствии со стабильностью системы. При торцевом фрезеровании с глубиной резания Ap больше 1 x D уменьшите подачу fz на 20%! Цилиндрические хвостовики не рекомендуются для обработки полных пазов. O30 kennametal.com