Основной каталог Kennametal вращающиеся инструменты 2018 - страница 809
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1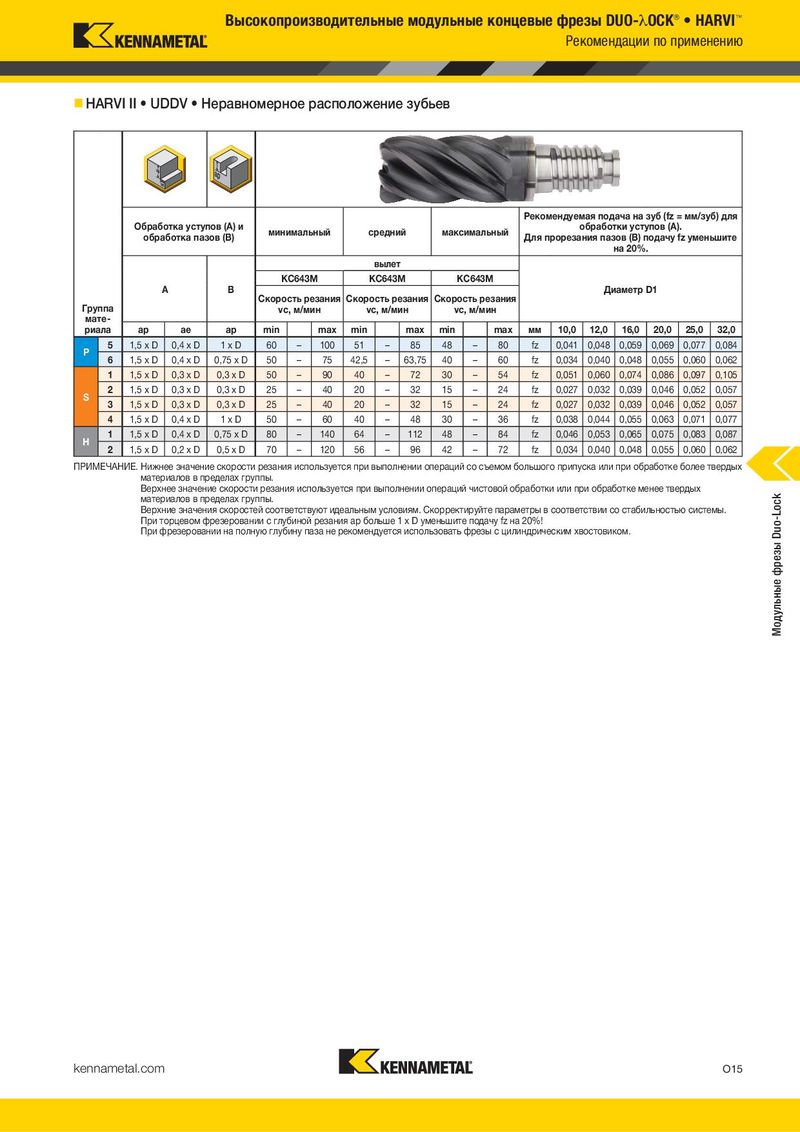
Высокопроизводительные модульные концевые фрезы DUO-hOCK® • HARVI™ Рекомендации по применению HARVI II • UDDV • Неравномерное расположение зубьев Рекомендуемая подача на зуб (fz = мм/зуб) для Обработка уступов (A) и минимальный средний максимальный обработки уступов (A). обработка пазов (B) Для прорезания пазов (B) подачу fz уменьшите на 20%. вылет KC643M KC643M KC643M A B Диаметр D1 Группа Скорость резания Скорость резания Скорость резания мате- vc, м/мин vc, м/мин vc, м/мин риала ap ae ap min max min max min max мм 10,0 12,0 16,0 20,0 25,0 32,0 P 5 1,5 x D 0,4 x D 1xD 60 – 100 51 – 85 48 – 80 fz 0,041 0,048 0,059 0,069 0,077 0,084 6 1,5 x D 0,4 x D 0,75 x D 50 – 75 42,5 – 63,75 40 – 60 fz 0,034 0,040 0,048 0,055 0,060 0,062 1 1,5 x D 0,3 x D 0,3 x D 50 – 90 40 – 72 30 – 54 fz 0,051 0,060 0,074 0,086 0,097 0,105 S 2 1,5 x D 0,3 x D 0,3 x D 25 – 40 20 – 32 15 – 24 fz 0,027 0,032 0,039 0,046 0,052 0,057 3 1,5 x D 0,3 x D 0,3 x D 25 – 40 20 – 32 15 – 24 fz 0,027 0,032 0,039 0,046 0,052 0,057 4 1,5 x D 0,4 x D 1xD 50 – 60 40 – 48 30 – 36 fz 0,038 0,044 0,055 0,063 0,071 0,077 H 1 1,5 x D 0,4 x D 0,75 x D 80 – 140 64 – 112 48 – 84 fz 0,046 0,053 0,065 0,075 0,083 0,087 2 1,5 x D 0,2 x D 0,5 x D 70 – 120 56 – 96 42 – 72 fz 0,034 0,040 0,048 0,055 0,060 0,062 ПРИМЕЧАНИЕ. Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых Модульные фрезы Duo-Lock материалов в пределах группы. Верхние значения скоростей соответствуют идеальным условиям. Скорректируйте параметры в соответствии со стабильностью системы. При торцевом фрезеровании с глубиной резания ap больше 1 x D уменьшите подачу fz на 20%! При фрезеровании на полную глубину паза не рекомендуется использовать фрезы с цилиндрическим хвостовиком. kennametal.com O15