Основной каталог Kennametal вращающиеся инструменты 2018 - страница 761
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1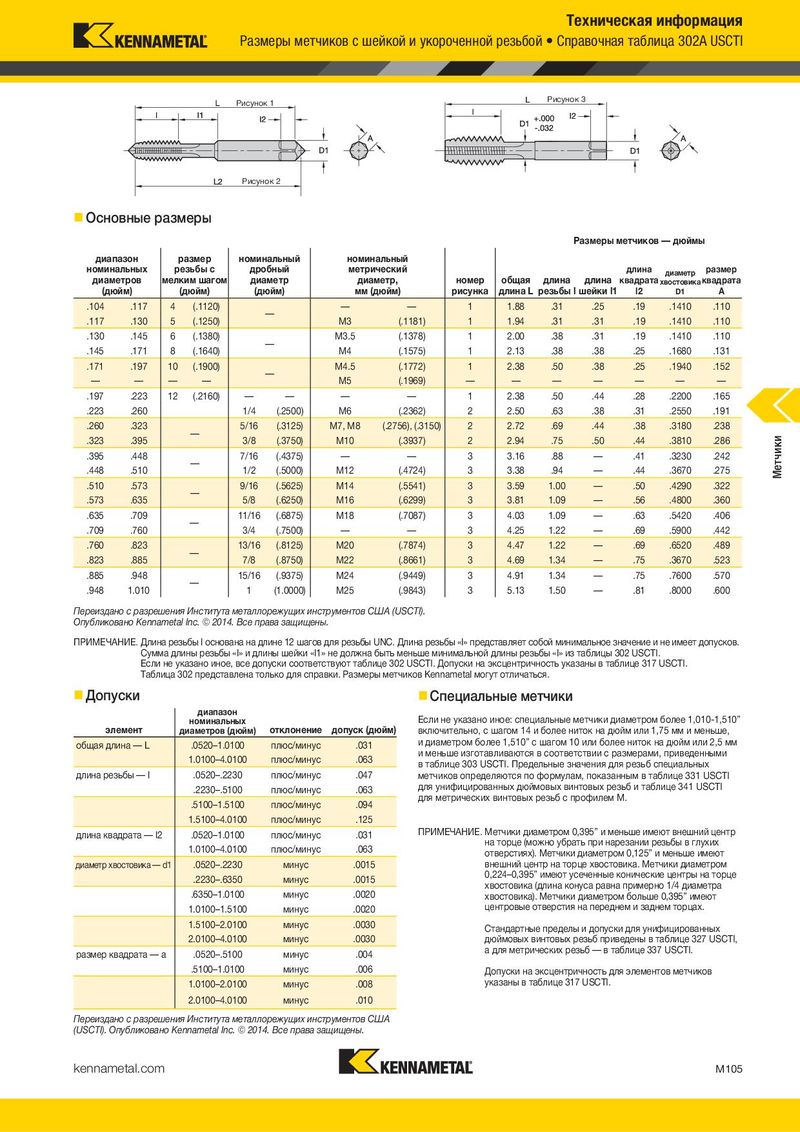
Техническая информация Размеры метчиков с шейкой и укороченной резьбой • Справочная таблица 302A USCTI Рисунок 1 Рисунок 3 Рисунок 2 Основные размеры Размеры метчиков — дюймы диапазон размер номинальный номинальный номинальных резьбы с дробный метрический длина диаметр размер диаметров мелким шагом диаметр диаметр, номер общая длина длина квадрата хвостовика квадрата (дюйм) (дюйм) (дюйм) мм (дюйм) рисунка длина L резьбы l шейки l1 l2 D1 A .104 .117 4 (.1120) — — — 1 1.88 .31 .25 .19 .1410 .110 .117 .130 5 (.1250) M3 (.1181) 1 1.94 .31 .31 .19 .1410 .110 .130 .145 6 (.1380) — M3.5 (.1378) 1 2.00 .38 .31 .19 .1410 .110 .145 .171 8 (.1640) M4 (.1575) 1 2.13 .38 .38 .25 .1680 .131 .171 .197 10 (.1900) — M4.5 (.1772) 1 2.38 .50 .38 .25 .1940 .152 — — — — M5 (.1969) — — — — — — — .197 .223 12 (.2160) — — — — 1 2.38 .50 .44 .28 .2200 .165 .223 .260 1/4 (.2500) M6 (.2362) 2 2.50 .63 .38 .31 .2550 .191 .260 .323 — 5/16 (.3125) M7, M8 (.2756), (.3150) 2 2.72 .69 .44 .38 .3180 .238 .323 .395 3/8 (.3750) M10 (.3937) 2 2.94 .75 .50 .44 .3810 .286 Метчики .395 .448 — 7/16 (.4375) — — 3 3.16 .88 — .41 .3230 .242 .448 .510 1/2 (.5000) M12 (.4724) 3 3.38 .94 — .44 .3670 .275 .510 .573 — 9/16 (.5625) M14 (.5541) 3 3.59 1.00 — .50 .4290 .322 .573 .635 5/8 (.6250) M16 (.6299) 3 3.81 1.09 — .56 .4800 .360 .635 .709 — 11/16 (.6875) M18 (.7087) 3 4.03 1.09 — .63 .5420 .406 .709 .760 3/4 (.7500) — — 3 4.25 1.22 — .69 .5900 .442 .760 .823 — 13/16 (.8125) M20 (.7874) 3 4.47 1.22 — .69 .6520 .489 .823 .885 7/8 (.8750) M22 (.8661) 3 4.69 1.34 — .75 .3670 .523 .885 .948 — 15/16 (.9375) M24 (.9449) 3 4.91 1.34 — .75 .7600 .570 .948 1.010 1 (1.0000) M25 (.9843) 3 5.13 1.50 — .81 .8000 .600 Переиздано с разрешения Института металлорежущих инструментов США (USCTI). Опубликовано Kennametal Inc. © 2014. Все права защищены. ПРИМЕЧАНИЕ. Длина резьбы l основана на длине 12 шагов для резьбы UNC. Длина резьбы «l» представляет собой минимальное значение и не имеет допусков. Сумма длины резьбы «l» и длины шейки «l1» не должна быть меньше минимальной длины резьбы «l» из таблицы 302 USCTI. Если не указано иное, все допуски соответствуют таблице 302 USCTI. Допуски на эксцентричность указаны в таблице 317 USCTI. Таблица 302 представлена только для справки. Размеры метчиков Kennametal могут отличаться. Допуски Специальные метчики диапазон Если не указано иное: специальные метчики диаметром более 1,010-1,510” элемент номинальных отклонение допуск (дюйм) диаметров (дюйм) включительно, с шагом 14 и более ниток на дюйм или 1,75 мм и меньше, общая длина — L .0520–1.0100 плюс/минус .031 и диаметром более 1,510” с шагом 10 или более ниток на дюйм или 2,5 мм 1.0100–4.0100 плюс/минус .063 и меньше изготавливаются в соответствии с размерами, приведенными в таблице 303 USCTI. Предельные значения для резьб специальных длина резьбы — l .0520–.2230 плюс/минус .047 метчиков определяются по формулам, показанным в таблице 331 USCTI .2230–.5100 плюс/минус .063 для унифицированных дюймовых винтовых резьб и таблице 341 USCTI .5100–1.5100 плюс/минус .094 для метрических винтовых резьб с профилем М. 1.5100–4.0100 плюс/минус .125 длина квадрата — l2 .0520–1.0100 плюс/минус .031 ПРИМЕЧАНИЕ. Метчики диаметром 0,395” и меньше имеют внешний центр 1.0100–4.0100 плюс/минус .063 на торце (можно убрать при нарезании резьбы в глухих отверстиях). Метчики диаметром 0,125” и меньше имеют диаметр хвостовика — d1 .0520–.2230 минус .0015 внешний центр на торце хвостовика. Метчики диаметром .2230–.6350 минус .0015 0,224–0,395” имеют усеченные конические центры на торце хвостовика (длина конуса равна примерно 1/4 диаметра .6350–1.0100 минус .0020 хвостовика). Метчики диаметром больше 0,395” имеют 1.0100–1.5100 минус .0020 центровые отверстия на переднем и заднем торцах. 1.5100–2.0100 минус .0030 Стандартные пределы и допуски для унифицированных 2.0100–4.0100 минус .0030 дюймовых винтовых резьб приведены в таблице 327 USCTI, размер квадрата — a .0520–.5100 минус .004 а для метрических резьб — в таблице 337 USCTI. .5100–1.0100 минус .006 Допуски на эксцентричность для элементов метчиков 1.0100–2.0100 минус .008 указаны в таблице 317 USCTI. 2.0100–4.0100 минус .010 Переиздано с разрешения Института металлорежущих инструментов США (USCTI). Опубликовано Kennametal Inc. © 2014. Все права защищены. kennametal.com M105