Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1684
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1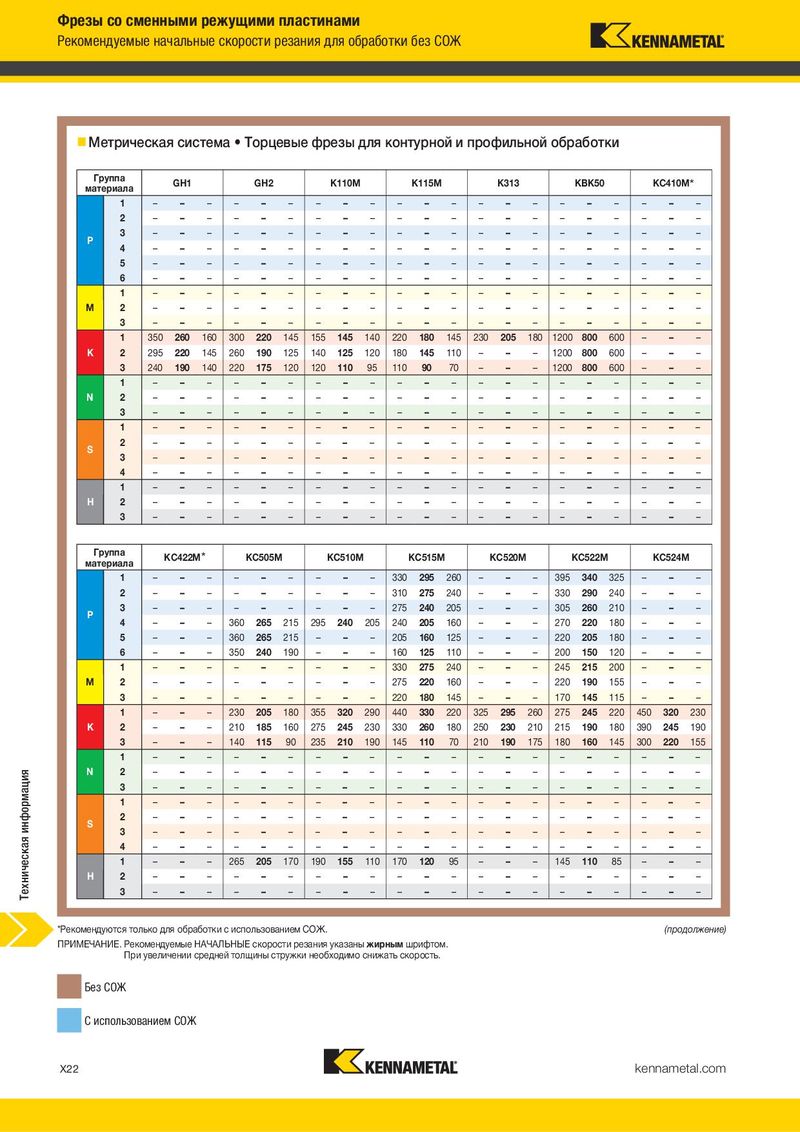
Фрезы со сменными режущими пластинами Рекомендуемые начальные скорости резания для обработки без СОЖ Метрическая система • Торцевые фрезы для контурной и профильной обработки Группа GH1 GH2 K110M K115M K313 KBK50 KC410M* материала 1 – – – – – – – – – – – – – – – – – – – – – 2 – – – – – – – – – – – – – – – – – – – – – P 3 – – – – – – – – – – – – – – – – – – – – – 4 – – – – – – – – – – – – – – – – – – – – – 5 – – – – – – – – – – – – – – – – – – – – – 6 – – – – – – – – – – – – – – – – – – – – – 1 – – – – – – – – – – – – – – – – – – – – – M 2 – – – – – – – – – – – – – – – – – – – – – 3 – – – – – – – – – – – – – – – – – – – – – 1 350 260 160 300 220 145 155 145 140 220 180 145 230 205 180 1200 800 600 – – – K 2 295 220 145 260 190 125 140 125 120 180 145 110 – – – 1200 800 600 – – – 3 240 190 140 220 175 120 120 110 95 110 90 70 – – – 1200 800 600 – – – 1 – – – – – – – – – – – – – – – – – – – – – N 2 – – – – – – – – – – – – – – – – – – – – – 3 – – – – – – – – – – – – – – – – – – – – – 1 – – – – – – – – – – – – – – – – – – – – – S 2 – – – – – – – – – – – – – – – – – – – – – 3 – – – – – – – – – – – – – – – – – – – – – 4 – – – – – – – – – – – – – – – – – – – – – 1 – – – – – – – – – – – – – – – – – – – – – H 2 – – – – – – – – – – – – – – – – – – – – – 3 – – – – – – – – – – – – – – – – – – – – – Группа KC422M* KC505M KC510M KC515M KC520M KC522M KC524M материала 1 – – – – – – – – – 330 295 260 – – – 395 340 325 – – – 2 – – – – – – – – – 310 275 240 – – – 330 290 240 – – – P 3 – – – – – – – – – 275 240 205 – – – 305 260 210 – – – 4 – – – 360 265 215 295 240 205 240 205 160 – – – 270 220 180 – – – 5 – – – 360 265 215 – – – 205 160 125 – – – 220 205 180 – – – 6 – – – 350 240 190 – – – 160 125 110 – – – 200 150 120 – – – 1 – – – – – – – – – 330 275 240 – – – 245 215 200 – – – M 2 – – – – – – – – – 275 220 160 – – – 220 190 155 – – – 3 – – – – – – – – – 220 180 145 – – – 170 145 115 – – – 1 – – – 230 205 180 355 320 290 440 330 220 325 295 260 275 245 220 450 320 230 K 2 – – – 210 185 160 275 245 230 330 260 180 250 230 210 215 190 180 390 245 190 3 – – – 140 115 90 235 210 190 145 110 70 210 190 175 180 160 145 300 220 155 1 – – – – – – – – – – – – – – – – – – – – – Техническая информация N 2 – – – – – – – – – – – – – – – – – – – – – 3 – – – – – – – – – – – – – – – – – – – – – 1 – – – – – – – – – – – – – – – – – – – – – S 2 – – – – – – – – – – – – – – – – – – – – – 3 – – – – – – – – – – – – – – – – – – – – – 4 – – – – – – – – – – – – – – – – – – – – – 1 – – – 265 205 170 190 155 110 170 120 95 – – – 145 110 85 – – – H 2 – – – – – – – – – – – – – – – – – – – – – 3 – – – – – – – – – – – – – – – – – – – – – *Рекомендуются только для обработки с использованием СОЖ. (продолжение) ПРИМЕЧАНИЕ. Рекомендуемые НАЧАЛЬНЫЕ скорости резания указаны жирным шрифтом. При увеличении средней толщины стружки необходимо снижать скорость. Без СОЖ С использованием СОЖ X22 kennametal.com