Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1672
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1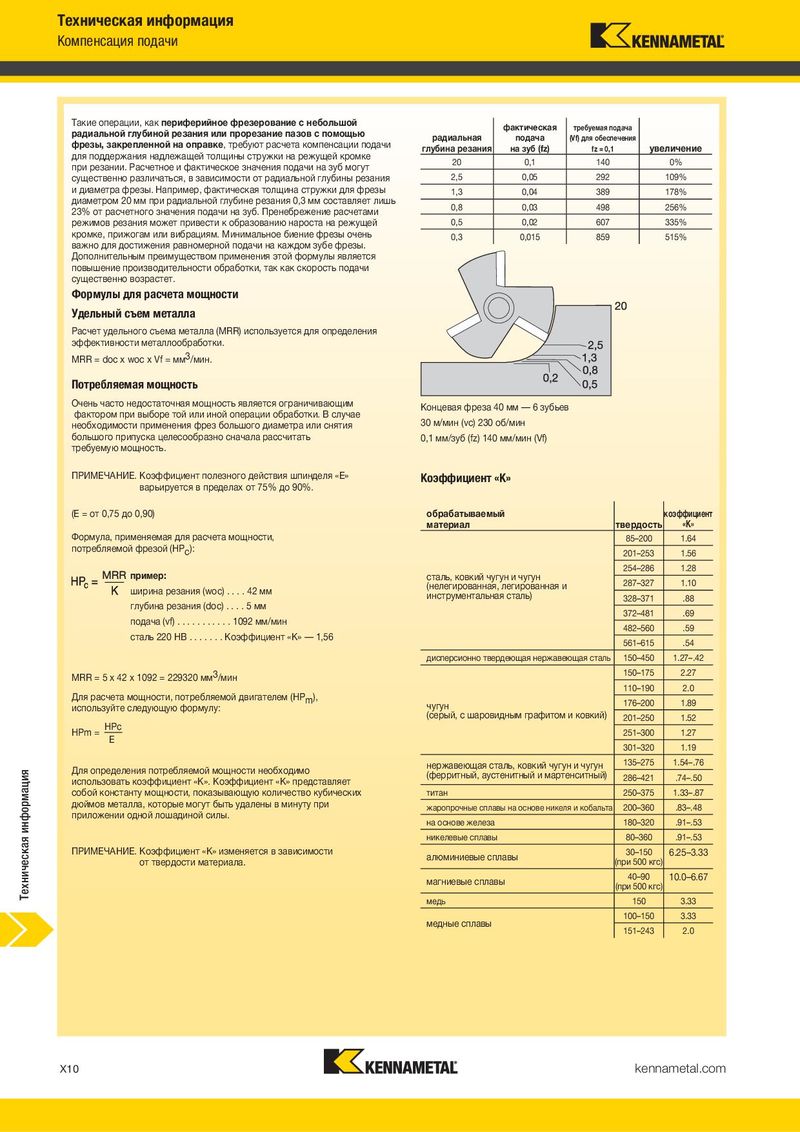
Техническая информация Компенсация подачи Такие операции, как периферийное фрезерование с небольшой фактическая требуемая подача радиальной глубиной резания или прорезание пазов с помощью радиальная подача (Vf) для обеспечения фрезы, закрепленной на оправке, требуют расчета компенсации подачи глубина резания на зуб (fz) fz = 0,1 увеличение для поддержания надлежащей толщины стружки на режущей кромке 20 0,1 140 0% при резании. Расчетное и фактическое значения подачи на зуб могут существенно различаться, в зависимости от радиальной глубины резания 2,5 0,05 292 109% и диаметра фрезы. Например, фактическая толщина стружки для фрезы 1,3 0,04 389 178% диаметром 20 мм при радиальной глубине резания 0,3 мм составляет лишь 0,8 0,03 498 256% 23% от расчетного значения подачи на зуб. Пренебрежение расчетами режимов резания может привести к образованию нароста на режущей 0,5 0,02 607 335% кромке, прижогам или вибрациям. Минимальное биение фрезы очень 0,3 0,015 859 515% важно для достижения равномерной подачи на каждом зубе фрезы. Дополнительным преимуществом применения этой формулы является повышение производительности обработки, так как скорость подачи существенно возрастет. Формулы для расчета мощности Удельный съем металла Расчет удельного съема металла (MRR) используется для определения эффективности металлообработки. MRR = doc x woc x Vf = мм3/мин. Потребляемая мощность Очень часто недостаточная мощность является ограничивающим Концевая фреза 40 мм — 6 зубьев фактором при выборе той или иной операции обработки. В случае 30 м/мин (vc) 230 об/мин необходимости применения фрез большого диаметра или снятия большого припуска целесообразно сначала рассчитать 0,1 мм/зуб (fz) 140 мм/мин (Vf) требуемую мощность. ПРИМЕЧАНИЕ. Коэффициент полезного действия шпинделя «E» Коэффициент «K» варьируется в пределах от 75% до 90%. (E = от 0,75 до 0,90) обрабатываемый коэффициент материал твердость «K» Формула, применяемая для расчета мощности, 85–200 1.64 потребляемой фрезой (HPc): 201–253 1.56 пример: сталь, ковкий чугун и чугун 254–286 1.28 ширина резания (woc) . . . . 42 мм (нелегированная, легированная и 287–327 1.10 инструментальная сталь) 328–371 .88 глубина резания (doc) . . . . 5 мм 372–481 .69 подача (vf) . . . . . . . . . . . 1092 мм/мин 482–560 .59 сталь 220 HB . . . . . . . Коэффициент «K» — 1,56 561–615 .54 дисперсионно твердеющая нержавеющая сталь 150–450 1.27–.42 MRR = 5 x 42 x 1092 = 229320 мм3/мин 150–175 2.27 110–190 2.0 Для расчета мощности, потребляемой двигателем (HPm), чугун 176–200 1.89 используйте следующую формулу: (серый, с шаровидным графитом и ковкий) 201–250 1.52 HPc HPm = 251–300 1.27 E 301–320 1.19 Для определения потребляемой мощности необходимо нержавеющая сталь, ковкий чугун и чугун 135–275 1.54–.76 Техническая информация использовать коэффициент «K». Коэффициент «K» представляет (ферритный, аустенитный и мартенситный) 286–421 .74–.50 собой константу мощности, показывающую количество кубических титан 250–375 1.33–.87 дюймов металла, которые могут быть удалены в минуту при жаропрочные сплавы на основе никеля и кобальта 200–360 .83–.48 приложении одной лошадиной силы. на основе железа 180–320 .91–.53 никелевые сплавы 80–360 .91–.53 ПРИМЕЧАНИЕ. Коэффициент «K» изменяется в зависимости алюминиевые сплавы 30–150 6.25–3.33 от твердости материала. (при 500 кгс) магниевые сплавы 40–90 10.0–6.67 (при 500 кгс) медь 150 3.33 медные сплавы 100–150 3.33 151–243 2.0 X10 kennametal.com