Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1670
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1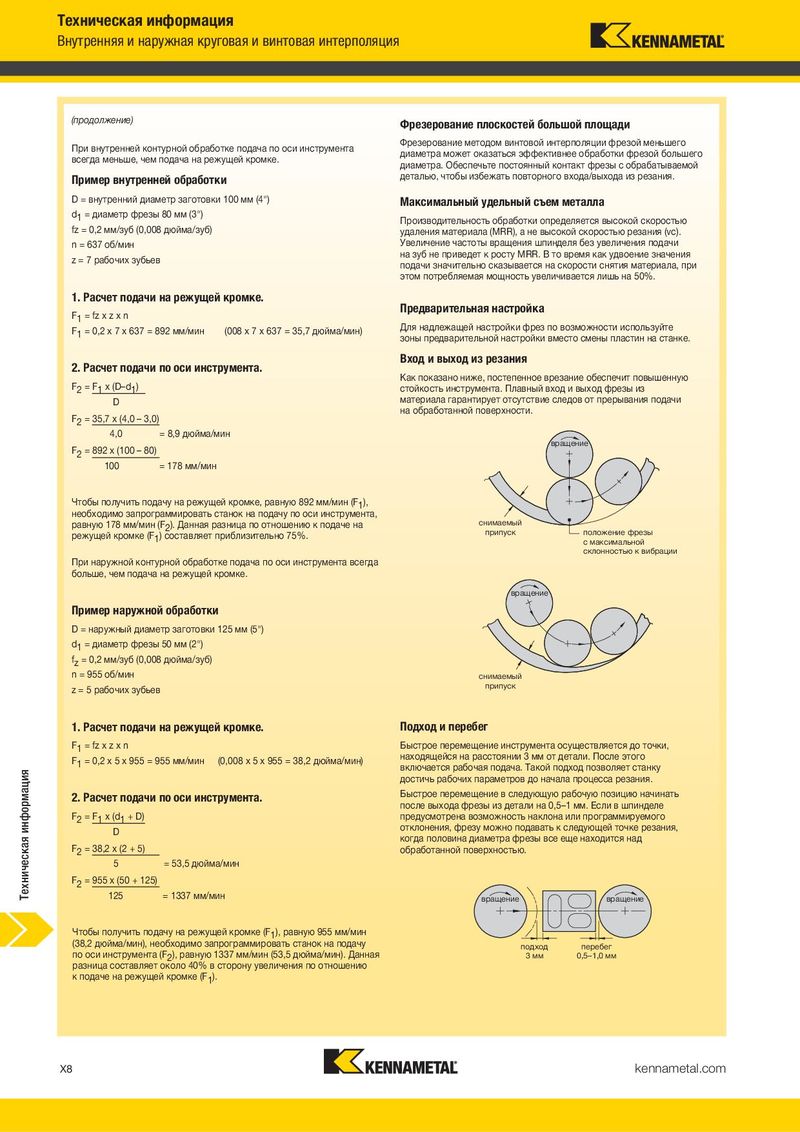
Техническая информация Внутренняя и наружная круговая и винтовая интерполяция (продолжение) Фрезерование плоскостей большой площади При внутренней контурной обработке подача по оси инструмента Фрезерование методом винтовой интерполяции фрезой меньшего всегда меньше, чем подача на режущей кромке. диаметра может оказаться эффективнее обработки фрезой большего диаметра. Обеспечьте постоянный контакт фрезы с обрабатываемой Пример внутренней обработки деталью, чтобы избежать повторного входа/выхода из резания. D = внутренний диаметр заготовки 100 мм (4") Максимальный удельный съем металла d1 = диаметр фрезы 80 мм (3") Производительность обработки определяется высокой скоростью fz = 0,2 мм/зуб (0,008 дюйма/зуб) удаления материала (MRR), а не высокой скоростью резания (vc). n = 637 об/мин Увеличение частоты вращения шпинделя без увеличения подачи z = 7 рабочих зубьев на зуб не приведет к росту MRR. В то время как удвоение значения подачи значительно сказывается на скорости снятия материала, при этом потребляемая мощность увеличивается лишь на 50%. 1. Расчет подачи на режущей кромке. F1 = fz x z x n Предварительная настройка F1 = 0,2 x 7 x 637 = 892 мм/мин (008 x 7 x 637 = 35,7 дюйма/мин) Для надлежащей настройки фрез по возможности используйте зоны предварительной настройки вместо смены пластин на станке. 2. Расчет подачи по оси инструмента. Вход и выход из резания Как показано ниже, постепенное врезание обеспечит повышенную F2 = F1 x (D–d1) стойкость инструмента. Плавный вход и выход фрезы из D материала гарантирует отсутствие следов от прерывания подачи F2 = 35,7 x (4,0 – 3,0) на обработанной поверхности. 4,0 = 8,9 дюйма/мин F2 = 892 x (100 – 80) вращение 100 = 178 мм/мин Чтобы получить подачу на режущей кромке, равную 892 мм/мин (F1), необходимо запрограммировать станок на подачу по оси инструмента, равную 178 мм/мин (F2). Данная разница по отношению к подаче на снимаемый режущей кромке (F1) составляет приблизительно 75%. припуск положение фрезы с максимальной склонностью к вибрации При наружной контурной обработке подача по оси инструмента всегда больше, чем подача на режущей кромке. вращение Пример наружной обработки D = наружный диаметр заготовки 125 мм (5") d1 = диаметр фрезы 50 мм (2") fz = 0,2 мм/зуб (0,008 дюйма/зуб) n = 955 об/мин снимаемый z = 5 рабочих зубьев припуск 1. Расчет подачи на режущей кромке. Подход и перебег F1 = fz x z x n Быстрое перемещение инструмента осуществляется до точки, F1 = 0,2 x 5 x 955 = 955 мм/мин (0,008 x 5 x 955 = 38,2 дюйма/мин) находящейся на расстоянии 3 мм от детали. После этого Техническая информация включается рабочая подача. Такой подход позволяет станку достичь рабочих параметров до начала процесса резания. 2. Расчет подачи по оси инструмента. Быстрое перемещение в следующую рабочую позицию начинать после выхода фрезы из детали на 0,5–1 мм. Если в шпинделе F2 = F1 x (d1 + D) предусмотрена возможность наклона или программируемого D отклонения, фрезу можно подавать к следующей точке резания, когда половина диаметра фрезы все еще находится над F2 = 38,2 x (2 + 5) обработанной поверхностью. 5 = 53,5 дюйма/мин F2 = 955 x (50 + 125) 125 = 1337 мм/мин вращение вращение Чтобы получить подачу на режущей кромке (F1), равную 955 мм/мин (38,2 дюйма/мин), необходимо запрограммировать станок на подачу подход перебег по оси инструмента (F2), равную 1337 мм/мин (53,5 дюйма/мин). Данная 3 мм 0,5–1,0 мм разница составляет около 40% в сторону увеличения по отношению к подаче на режущей кромке (F1). X8 kennametal.com