Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1661
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1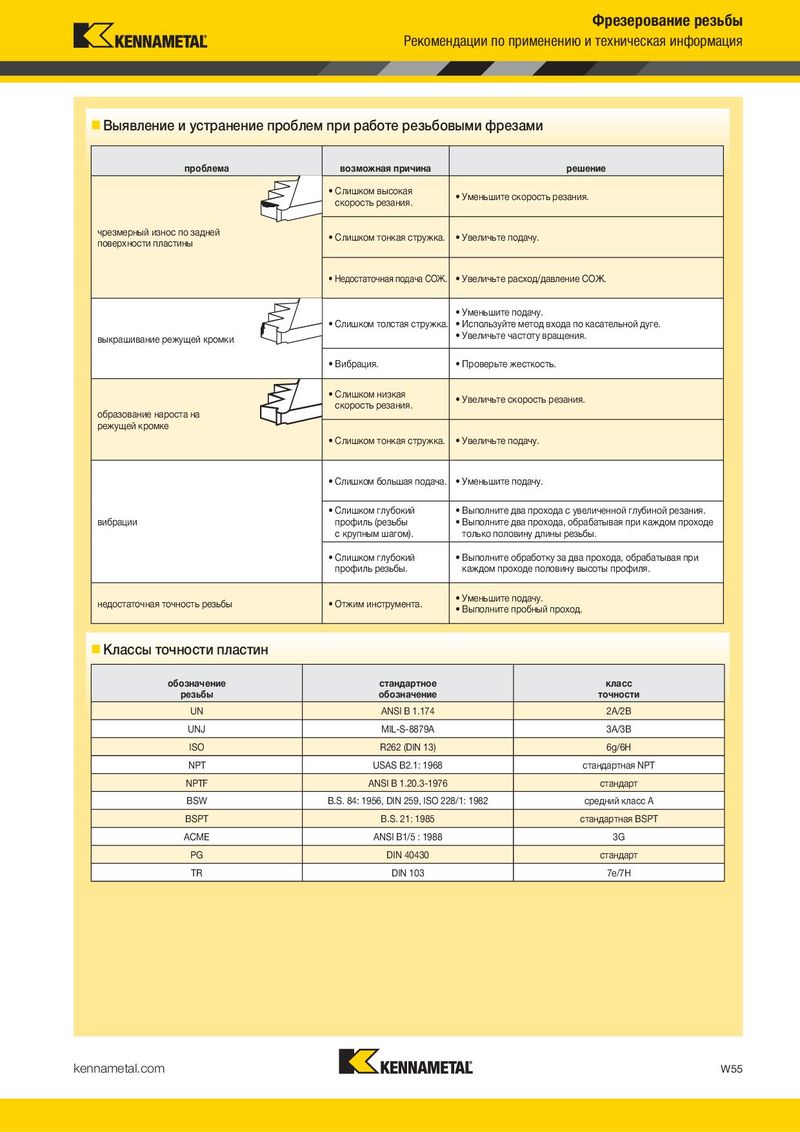
Фрезерование резьбы Рекомендации по применению и техническая информация Выявление и устранение проблем при работе резьбовыми фрезами проблема возможная причина решение • Слишком высокая • Уменьшите скорость резания. скорость резания. чрезмерный износ по задней • Слишком тонкая стружка. • Увеличьте подачу. поверхности пластины • Недостаточная подача СОЖ. • Увеличьте расход/давление СОЖ. • Уменьшите подачу. • Слишком толстая стружка. • Используйте метод входа по касательной дуге. выкрашивание режущей кромки • Увеличьте частоту вращения. • Вибрация. • Проверьте жесткость. • Слишком низкая • Увеличьте скорость резания. образование нароста на скорость резания. режущей кромке • Слишком тонкая стружка. • Увеличьте подачу. • Слишком большая подача. • Уменьшите подачу. • Слишком глубокий • Выполните два прохода с увеличенной глубиной резания. вибрации профиль (резьбы • Выполните два прохода, обрабатывая при каждом проходе с крупным шагом). только половину длины резьбы. • Слишком глубокий • Выполните обработку за два прохода, обрабатывая при профиль резьбы. каждом проходе половину высоты профиля. недостаточная точность резьбы • Отжим инструмента. • Уменьшите подачу. • Выполните пробный проход. Классы точности пластин обозначение стандартное класс резьбы обозначение точности UN ANSI B 1.174 2A/2B UNJ MIL-S-8879A 3A/3B ISO R262 (DIN 13) 6g/6H NPT USAS B2.1: 1968 стандартная NPT NPTF ANSI B 1.20.3-1976 стандарт BSW B.S. 84: 1956, DIN 259, ISO 228/1: 1982 средний класс А BSPT B.S. 21: 1985 стандартная BSPT ACME ANSI B1/5 : 1988 3G PG DIN 40430 стандарт TR DIN 103 7e/7H kennametal.com W55