Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1655
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1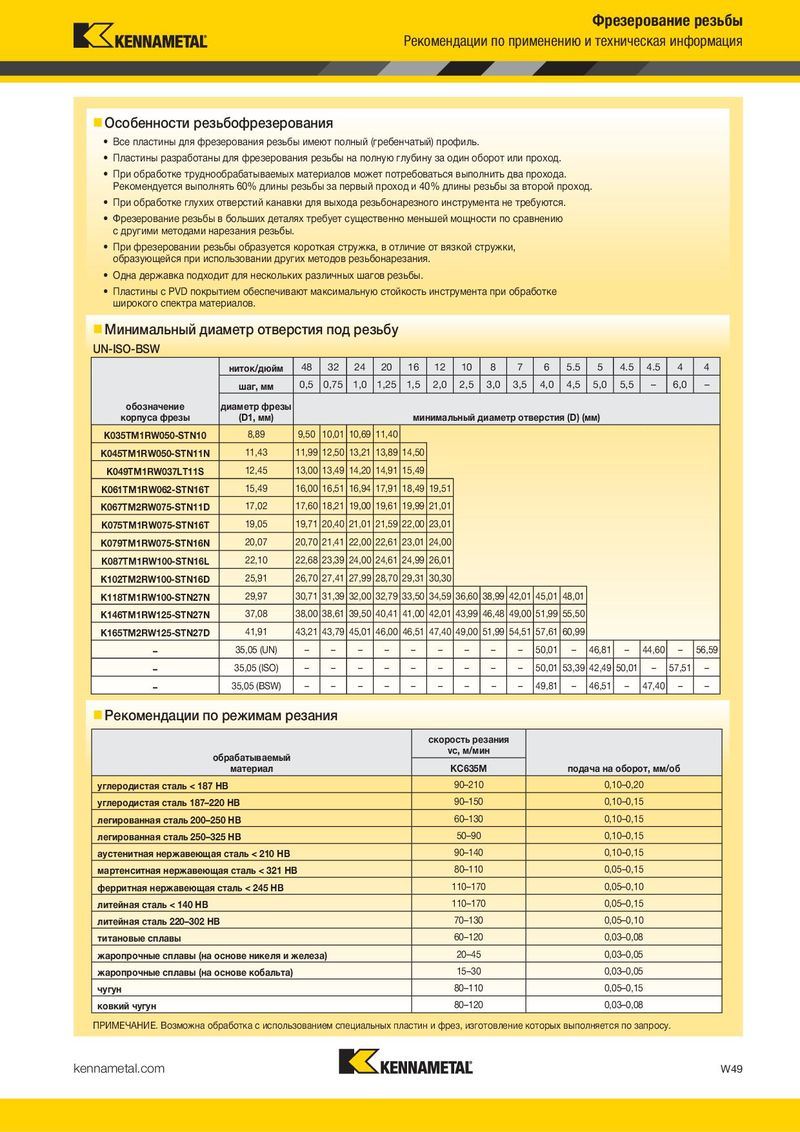
Фрезерование резьбы Рекомендации по применению и техническая информация Особенности резьбофрезерования • Все пластины для фрезерования резьбы имеют полный (гребенчатый) профиль. • Пластины разработаны для фрезерования резьбы на полную глубину за один оборот или проход. • При обработке труднообрабатываемых материалов может потребоваться выполнить два прохода. Рекомендуется выполнять 60% длины резьбы за первый проход и 40% длины резьбы за второй проход. • При обработке глухих отверстий канавки для выхода резьбонарезного инструмента не требуются. • Фрезерование резьбы в больших деталях требует существенно меньшей мощности по сравнению с другими методами нарезания резьбы. • При фрезеровании резьбы образуется короткая стружка, в отличие от вязкой стружки, образующейся при использовании других методов резьбонарезания. • Одна державка подходит для нескольких различных шагов резьбы. • Пластины с PVD покрытием обеспечивают максимальную стойкость инструмента при обработке широкого спектра материалов. Минимальный диаметр отверстия под резьбу UN-ISO-BSW ниток/дюйм 48 32 24 20 16 12 10 8 7 6 5.5 5 4.5 4.5 4 4 шаг, мм 0,5 0,75 1,0 1,25 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 – 6,0 – обозначение диаметр фрезы корпуса фрезы (D1, мм) минимальный диаметр отверстия (D) (мм) K035TM1RW050-STN10 8,89 9,50 10,01 10,69 11,40 K045TM1RW050-STN11N 11,43 11,99 12,50 13,21 13,89 14,50 K049TM1RW037LT11S 12,45 13,00 13,49 14,20 14,91 15,49 K061TM1RW062-STN16T 15,49 16,00 16,51 16,94 17,91 18,49 19,51 K067TM2RW075-STN11D 17,02 17,60 18,21 19,00 19,61 19,99 21,01 K075TM1RW075-STN16T 19,05 19,71 20,40 21,01 21,59 22,00 23,01 K079TM1RW075-STN16N 20,07 20,70 21,41 22,00 22,61 23,01 24,00 K087TM1RW100-STN16L 22,10 22,68 23,39 24,00 24,61 24,99 26,01 K102TM2RW100-STN16D 25,91 26,70 27,41 27,99 28,70 29,31 30,30 K118TM1RW100-STN27N 29,97 30,71 31,39 32,00 32,79 33,50 34,59 36,60 38,99 42,01 45,01 48,01 K146TM1RW125-STN27N 37,08 38,00 38,61 39,50 40,41 41,00 42,01 43,99 46,48 49,00 51,99 55,50 K165TM2RW125-STN27D 41,91 43,21 43,79 45,01 46,00 46,51 47,40 49,00 51,99 54,51 57,61 60,99 – 35,05 (UN) – – – – – – – – – 50,01 – 46,81 – 44,60 – 56,59 – 35,05 (ISO) – – – – – – – – – 50,01 53,39 42,49 50,01 – 57,51 – – 35,05 (BSW) – – – – – – – – – 49,81 – 46,51 – 47,40 – – Рекомендации по режимам резания скорость резания обрабатываемый vc, м/мин материал KC635M подача на оборот, мм/об углеродистая сталь < 187 HB 90–210 0,10–0,20 углеродистая сталь 187–220 HB 90–150 0,10–0,15 легированная сталь 200–250 HB 60–130 0,10–0,15 легированная сталь 250–325 HB 50–90 0,10–0,15 аустенитная нержавеющая сталь < 210 HB 90–140 0,10–0,15 мартенситная нержавеющая сталь < 321 HB 80–110 0,05–0,15 ферритная нержавеющая сталь < 245 HB 110–170 0,05–0,10 литейная сталь < 140 HB 110–170 0,05–0,15 литейная сталь 220–302 HB 70–130 0,05–0,10 титановые сплавы 60–120 0,03–0,08 жаропрочные сплавы (на основе никеля и железа) 20–45 0,03–0,05 жаропрочные сплавы (на основе кобальта) 15–30 0,03–0,05 чугун 80–110 0,05–0,15 ковкий чугун 80–120 0,03–0,08 ПРИМЕЧАНИЕ. Возможна обработка с использованием специальных пластин и фрез, изготовление которых выполняется по запросу. kennametal.com W49