Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1217
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1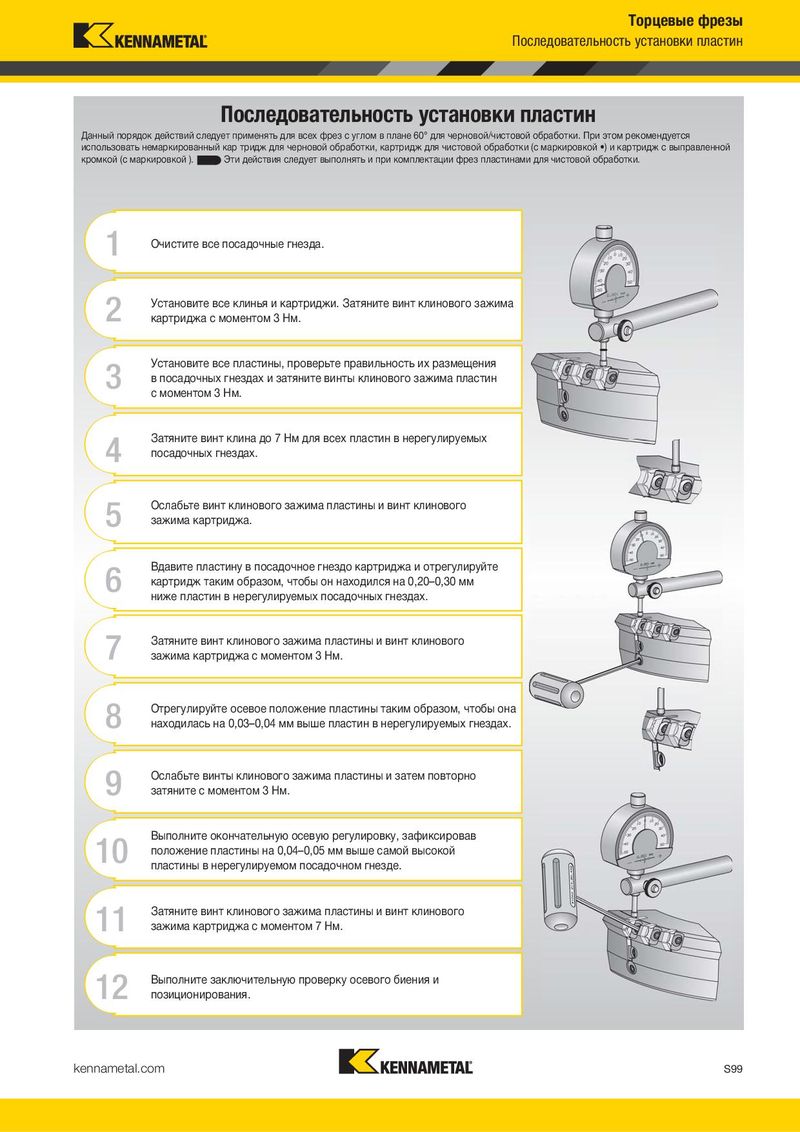
Торцевые фрезы Последовательность установки пластин Последовательность установки пластин Данный порядок действий следует применять для всех фрез с углом в плане 60° для черновой/чистовой обработки. При этом рекомендуется использовать немаркированный кар тридж для черновой обработки, картридж для чистовой обработки (с маркировкой •) и картридж с выправленной кромкой (с маркировкой ). Эти действия следует выполнять и при комплектации фрез пластинами для чистовой обработки. 1 Очистите все посадочные гнезда. 2 Установите все клинья и картриджи. Затяните винт клинового зажима картриджа с моментом 3 Нм. 3 Установите все пластины, проверьте правильность их размещения в посадочных гнездах и затяните винты клинового зажима пластин с моментом 3 Нм. 4 Затяните винт клина до 7 Нм для всех пластин в нерегулируемых посадочных гнездах. 5 Ослабьте винт клинового зажима пластины и винт клинового зажима картриджа. 6 Вдавите пластину в посадочное гнездо картриджа и отрегулируйте картридж таким образом, чтобы он находился на 0,20–0,30 мм ниже пластин в нерегулируемых посадочных гнездах. 7 Затяните винт клинового зажима пластины и винт клинового зажима картриджа с моментом 3 Нм. 8 Отрегулируйте осевое положение пластины таким образом, чтобы она находилась на 0,03–0,04 мм выше пластин в нерегулируемых гнездах. 9 Ослабьте винты клинового зажима пластины и затем повторно затяните с моментом 3 Нм. 10 Выполните окончательную осевую регулировку, зафиксировав положение пластины на 0,04–0,05 мм выше самой высокой пластины в нерегулируемом посадочном гнезде. 11 Затяните винт клинового зажима пластины и винт клинового зажима картриджа с моментом 7 Нм. 12 Выполните заключительную проверку осевого биения и позиционирования. kennametal.com S99