Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1085
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1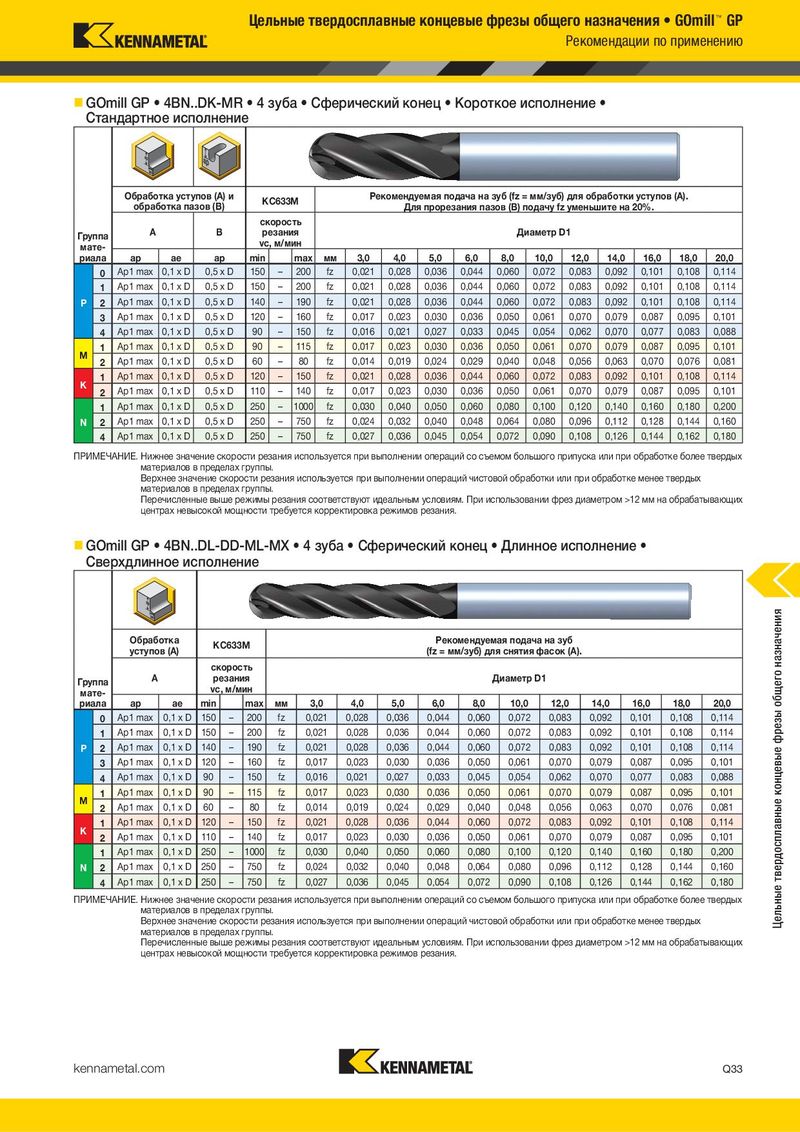
Цельные твердосплавные концевые фрезы общего назначения • GOmill™ GP Рекомендации по применению GOmill GP • 4BN..DK-MR • 4 зуба • Сферический конец • Короткое исполнение • Стандартное исполнение Обработка уступов (A) и KC633M Рекомендуемая подача на зуб (fz = мм/зуб) для обработки уступов (A). обработка пазов (B) Для прорезания пазов (B) подачу fz уменьшите на 20%. скорость Группа A B резания Диаметр D1 мате- vc, м/мин риала ap ae ap min max мм 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 0 Ap1 max 0,1 x D 0,5 x D 150 – 200 fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 1 Ap1 max 0,1 x D 0,5 x D 150 – 200 fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 P 2 Ap1 max 0,1 x D 0,5 x D 140 – 190 fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 3 Ap1 max 0,1 x D 0,5 x D 120 – 160 fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 4 Ap1 max 0,1 x D 0,5 x D 90 – 150 fz 0,016 0,021 0,027 0,033 0,045 0,054 0,062 0,070 0,077 0,083 0,088 M 1 Ap1 max 0,1 x D 0,5 x D 90 – 115 fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 2 Ap1 max 0,1 x D 0,5 x D 60 – 80 fz 0,014 0,019 0,024 0,029 0,040 0,048 0,056 0,063 0,070 0,076 0,081 K 1 Ap1 max 0,1 x D 0,5 x D 120 – 150 fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D 0,5 x D 110 – 140 fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 1 Ap1 max 0,1 x D 0,5 x D 250 – 1000 fz 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,140 0,160 0,180 0,200 N 2 Ap1 max 0,1 x D 0,5 x D 250 – 750 fz 0,024 0,032 0,040 0,048 0,064 0,080 0,096 0,112 0,128 0,144 0,160 4 Ap1 max 0,1 x D 0,5 x D 250 – 750 fz 0,027 0,036 0,045 0,054 0,072 0,090 0,108 0,126 0,144 0,162 0,180 ПРИМЕЧАНИЕ. Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых материалов в пределах группы. Перечисленные выше режимы резания соответствуют идеальным условиям. При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания. GOmill GP • 4BN..DL-DD-ML-MX • 4 зуба • Сферический конец • Длинное исполнение • Сверхдлинное исполнение Обработка KC633M Рекомендуемая подача на зуб Цельные твердосплавные концевые фрезы общего назначения уступов (A) (fz = мм/зуб) для снятия фасок (A). скорость Группа A резания Диаметр D1 мате- vc, м/мин риала ap ae min max мм 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 0 Ap1 max 0,1 x D 150 – 200 fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 1 Ap1 max 0,1 x D 150 – 200 fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 P 2 Ap1 max 0,1 x D 140 – 190 fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 3 Ap1 max 0,1 x D 120 – 160 fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 4 Ap1 max 0,1 x D 90 – 150 fz 0,016 0,021 0,027 0,033 0,045 0,054 0,062 0,070 0,077 0,083 0,088 M 1 Ap1 max 0,1 x D 90 – 115 fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 2 Ap1 max 0,1 x D 60 – 80 fz 0,014 0,019 0,024 0,029 0,040 0,048 0,056 0,063 0,070 0,076 0,081 K 1 Ap1 max 0,1 x D 120 – 150 fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D 110 – 140 fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 1 Ap1 max 0,1 x D 250 – 1000 fz 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,140 0,160 0,180 0,200 N 2 Ap1 max 0,1 x D 250 – 750 fz 0,024 0,032 0,040 0,048 0,064 0,080 0,096 0,112 0,128 0,144 0,160 4 Ap1 max 0,1 x D 250 – 750 fz 0,027 0,036 0,045 0,054 0,072 0,090 0,108 0,126 0,144 0,162 0,180 ПРИМЕЧАНИЕ. Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых материалов в пределах группы. Перечисленные выше режимы резания соответствуют идеальным условиям. При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания. kennametal.com Q33