Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1050
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1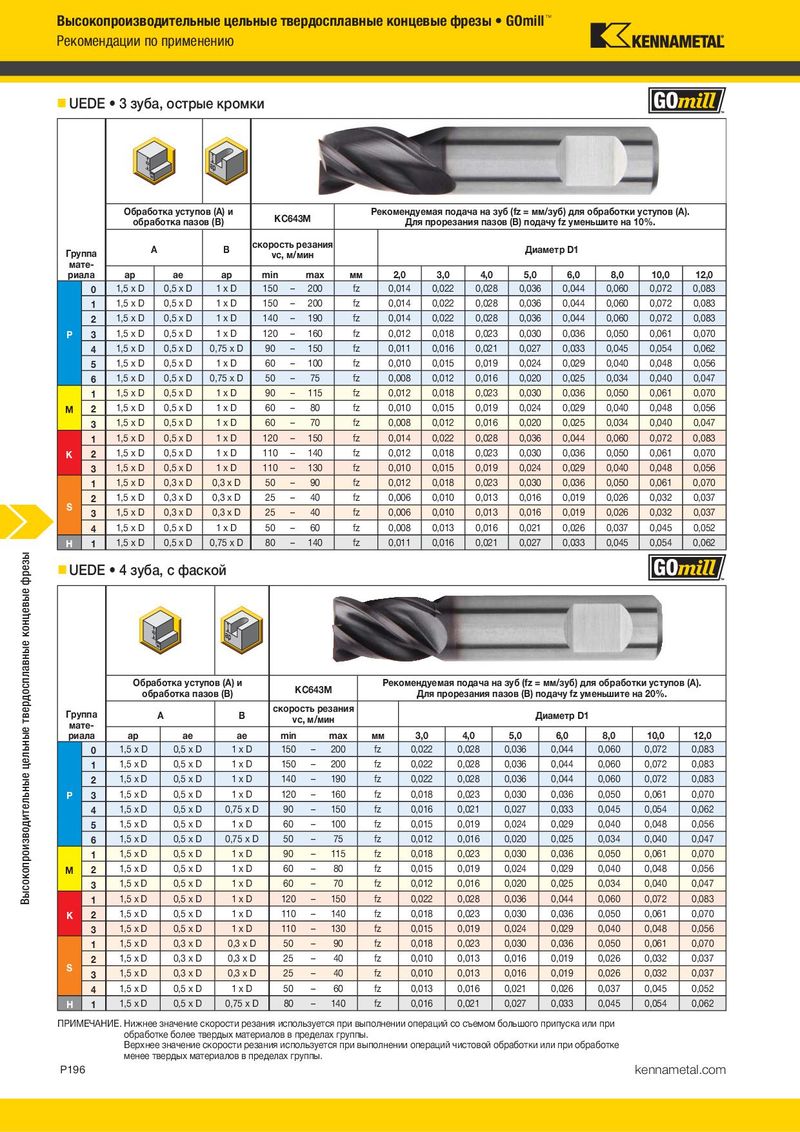
Высокопроизводительные цельные твердосплавные концевые фрезы • GOmill™ Рекомендации по применению UEDE • 3 зуба, острые кромки Обработка уступов (A) и KC643M Рекомендуемая подача на зуб (fz = мм/зуб) для обработки уступов (A). обработка пазов (B) Для прорезания пазов (B) подачу fz уменьшите на 10%. A B скорость резания Диаметр D1 Группа vc, м/мин мате- риала ap ae ap min max мм 2,0 3,0 4,0 5,0 6,0 8,0 10,0 12,0 0 1,5 x D 0,5 x D 1xD 150 – 200 fz 0,014 0,022 0,028 0,036 0,044 0,060 0,072 0,083 1 1,5 x D 0,5 x D 1xD 150 – 200 fz 0,014 0,022 0,028 0,036 0,044 0,060 0,072 0,083 2 1,5 x D 0,5 x D 1xD 140 – 190 fz 0,014 0,022 0,028 0,036 0,044 0,060 0,072 0,083 P 3 1,5 x D 0,5 x D 1xD 120 – 160 fz 0,012 0,018 0,023 0,030 0,036 0,050 0,061 0,070 4 1,5 x D 0,5 x D 0,75 x D 90 – 150 fz 0,011 0,016 0,021 0,027 0,033 0,045 0,054 0,062 5 1,5 x D 0,5 x D 1xD 60 – 100 fz 0,010 0,015 0,019 0,024 0,029 0,040 0,048 0,056 6 1,5 x D 0,5 x D 0,75 x D 50 – 75 fz 0,008 0,012 0,016 0,020 0,025 0,034 0,040 0,047 1 1,5 x D 0,5 x D 1xD 90 – 115 fz 0,012 0,018 0,023 0,030 0,036 0,050 0,061 0,070 M 2 1,5 x D 0,5 x D 1xD 60 – 80 fz 0,010 0,015 0,019 0,024 0,029 0,040 0,048 0,056 3 1,5 x D 0,5 x D 1xD 60 – 70 fz 0,008 0,012 0,016 0,020 0,025 0,034 0,040 0,047 1 1,5 x D 0,5 x D 1xD 120 – 150 fz 0,014 0,022 0,028 0,036 0,044 0,060 0,072 0,083 K 2 1,5 x D 0,5 x D 1xD 110 – 140 fz 0,012 0,018 0,023 0,030 0,036 0,050 0,061 0,070 3 1,5 x D 0,5 x D 1xD 110 – 130 fz 0,010 0,015 0,019 0,024 0,029 0,040 0,048 0,056 1 1,5 x D 0,3 x D 0,3 x D 50 – 90 fz 0,012 0,018 0,023 0,030 0,036 0,050 0,061 0,070 2 1,5 x D 0,3 x D 0,3 x D 25 – 40 fz 0,006 0,010 0,013 0,016 0,019 0,026 0,032 0,037 S 3 1,5 x D 0,3 x D 0,3 x D 25 – 40 fz 0,006 0,010 0,013 0,016 0,019 0,026 0,032 0,037 4 1,5 x D 0,5 x D 1xD 50 – 60 fz 0,008 0,013 0,016 0,021 0,026 0,037 0,045 0,052 H 1 1,5 x D 0,5 x D 0,75 x D 80 – 140 fz 0,011 0,016 0,021 0,027 0,033 0,045 0,054 0,062 Высокопроизводительные цельные твердосплавные концевые фрезы UEDE • 4 зуба, с фаской Обработка уступов (A) и KC643M Рекомендуемая подача на зуб (fz = мм/зуб) для обработки уступов (A). обработка пазов (B) Для прорезания пазов (B) подачу fz уменьшите на 20%. Группа A B скорость резания Диаметр D1 мате- vc, м/мин риала ap ae ae min max мм 3,0 4,0 5,0 6,0 8,0 10,0 12,0 0 1,5 x D 0,5 x D 1xD 150 – 200 fz 0,022 0,028 0,036 0,044 0,060 0,072 0,083 1 1,5 x D 0,5 x D 1xD 150 – 200 fz 0,022 0,028 0,036 0,044 0,060 0,072 0,083 2 1,5 x D 0,5 x D 1xD 140 – 190 fz 0,022 0,028 0,036 0,044 0,060 0,072 0,083 P 3 1,5 x D 0,5 x D 1xD 120 – 160 fz 0,018 0,023 0,030 0,036 0,050 0,061 0,070 4 1,5 x D 0,5 x D 0,75 x D 90 – 150 fz 0,016 0,021 0,027 0,033 0,045 0,054 0,062 5 1,5 x D 0,5 x D 1xD 60 – 100 fz 0,015 0,019 0,024 0,029 0,040 0,048 0,056 6 1,5 x D 0,5 x D 0,75 x D 50 – 75 fz 0,012 0,016 0,020 0,025 0,034 0,040 0,047 1 1,5 x D 0,5 x D 1xD 90 – 115 fz 0,018 0,023 0,030 0,036 0,050 0,061 0,070 M 2 1,5 x D 0,5 x D 1xD 60 – 80 fz 0,015 0,019 0,024 0,029 0,040 0,048 0,056 3 1,5 x D 0,5 x D 1xD 60 – 70 fz 0,012 0,016 0,020 0,025 0,034 0,040 0,047 1 1,5 x D 0,5 x D 1xD 120 – 150 fz 0,022 0,028 0,036 0,044 0,060 0,072 0,083 K 2 1,5 x D 0,5 x D 1xD 110 – 140 fz 0,018 0,023 0,030 0,036 0,050 0,061 0,070 3 1,5 x D 0,5 x D 1xD 110 – 130 fz 0,015 0,019 0,024 0,029 0,040 0,048 0,056 1 1,5 x D 0,3 x D 0,3 x D 50 – 90 fz 0,018 0,023 0,030 0,036 0,050 0,061 0,070 2 1,5 x D 0,3 x D 0,3 x D 25 – 40 fz 0,010 0,013 0,016 0,019 0,026 0,032 0,037 S 3 1,5 x D 0,3 x D 0,3 x D 25 – 40 fz 0,010 0,013 0,016 0,019 0,026 0,032 0,037 4 1,5 x D 0,5 x D 1xD 50 – 60 fz 0,013 0,016 0,021 0,026 0,037 0,045 0,052 H 1 1,5 x D 0,5 x D 0,75 x D 80 – 140 fz 0,016 0,021 0,027 0,033 0,045 0,054 0,062 ПРИМЕЧАНИЕ. Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых материалов в пределах группы. P196 kennametal.com