Основной каталог Kennametal невращающиеся инструменты - страница 681
Навигация
 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1 Каталог Kennametal инновации 2020.2
Каталог Kennametal инновации 2020.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Основной каталог Kennametal вращающиеся инструменты 2018
Основной каталог Kennametal вращающиеся инструменты 2018 Каталог Kennametal инновации 2020.1
Каталог Kennametal инновации 2020.1 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2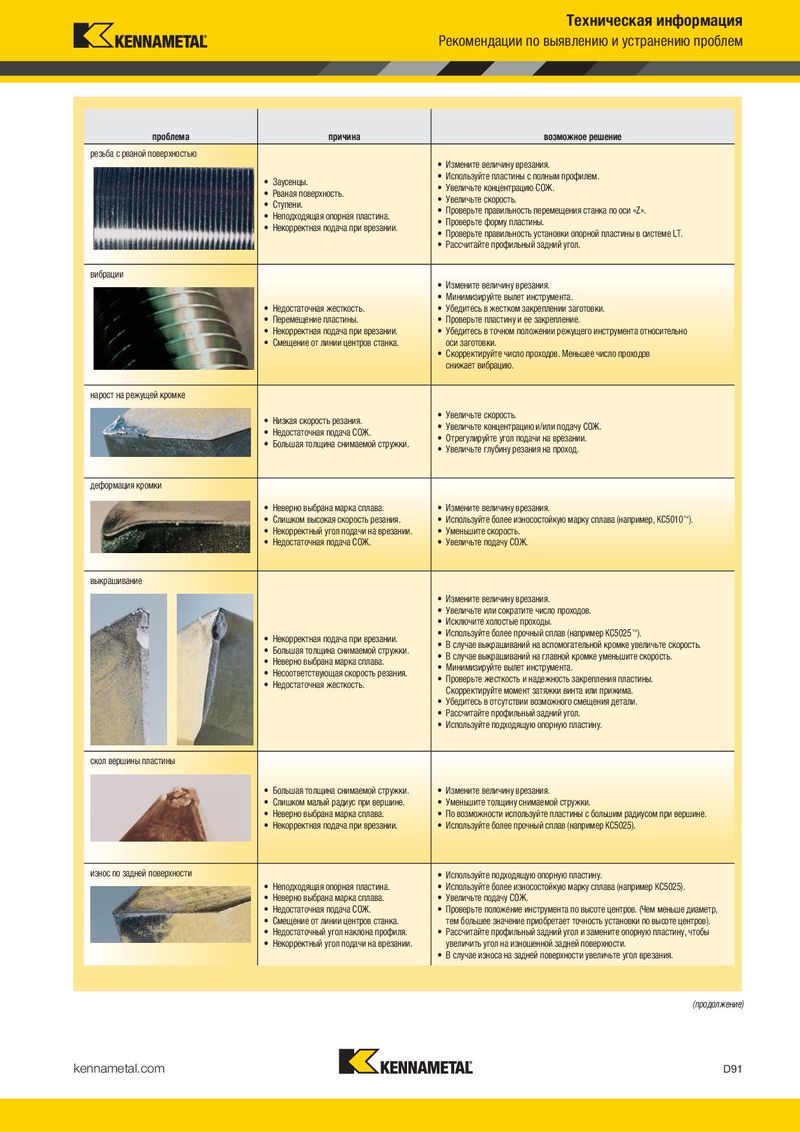
Техническая информация Рекомендации по выявлению и устранению проблем проблема причина возможное решение резьба с рваной поверхностью • Измените величину врезания. • Заусенцы. • Используйте пластины с полным профилем. • Рваная поверхность. • Увеличьте концентрацию СОЖ. • Ступени. • Увеличьте скорость. • Неподходящая опорная пластина. • Проверьте правильность перемещения станка по оси «Z». • Некорректная подача при врезании. • Проверьте форму пластины. • Проверьте правильность установки опорной пластины в системе LT. • Рассчитайте профильный задний угол. вибрации • Измените величину врезания. • Минимизируйте вылет инструмента. • Недостаточная жесткость. • Убедитесь в жестком закреплении заготовки. • Перемещение пластины. • Проверьте пластину и ее закрепление. • Некорректная подача при врезании. • Убедитесь в точном положении режущего инструмента относительно • Смещение от линии центров станка. оси заготовки. • Скорректируйте число проходов. Меньшее число проходов снижает вибрацию. нарост на режущей кромке • Низкая скорость резания. • Увеличьте скорость. • Недостаточная подача СОЖ. • Увеличьте концентрацию и/или подачу СОЖ. • Большая толщина снимаемой стружки. • Отрегулируйте угол подачи на врезании. • Увеличьте глубину резания на проход. деформация кромки • Неверно выбрана марка сплава. • Измените величину врезания. • Слишком высокая скорость резания. • Используйте более износостойкую марку сплава (например, KC5010™). • Некорректный угол подачи на врезании. • Уменьшите скорость. • Недостаточная подача СОЖ. • Увеличьте подачу СОЖ. выкрашивание • Измените величину врезания. • Увеличьте или сократите число проходов. • Исключите холостые проходы. • Некорректная подача при врезании. • Используйте более прочный сплав (например KC5025™). • Большая толщина снимаемой стружки. • В случае выкрашиваний на вспомогательной кромке увеличьте скорость. • Неверно выбрана марка сплава. • В случае выкрашиваний на главной кромке уменьшите скорость. • Несоответствующая скорость резания. • Минимизируйте вылет инструмента. • Недостаточная жесткость. • Проверьте жесткость и надежность закрепления пластины. Скорректируйте момент затяжки винта или прижима. • Убедитесь в отсутствии возможного смещения детали. • Рассчитайте профильный задний угол. • Используйте подходящую опорную пластину. скол вершины пластины • Большая толщина снимаемой стружки. • Измените величину врезания. • Слишком малый радиус при вершине. • Уменьшите толщину снимаемой стружки. • Неверно выбрана марка сплава. • По возможности используйте пластины с большим радиусом при вершине. • Некорректная подача при врезании. • Используйте более прочный сплав (например KC5025). износ по задней поверхности • Используйте подходящую опорную пластину. • Неподходящая опорная пластина. • Используйте более износостойкую марку сплава (например KC5025). • Неверно выбрана марка сплава. • Увеличьте подачу СОЖ. • Недостаточная подача СОЖ. • Проверьте положение инструмента по высоте центров. (Чем меньше диаметр, • Смещение от линии центров станка. тем большее значение приобретает точность установки по высоте центров). • Недостаточный угол наклона профиля. • Рассчитайте профильный задний угол и замените опорную пластину, чтобы • Некорректный угол подачи на врезании. увеличить угол на изношенной задней поверхности. • В случае износа на задней поверхности увеличьте угол врезания. (продолжение) kennametal.com D91