Основной каталог Kennametal невращающиеся инструменты - страница 27
Навигация
 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1 Каталог Kennametal инновации 2020.2
Каталог Kennametal инновации 2020.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Основной каталог Kennametal вращающиеся инструменты 2018
Основной каталог Kennametal вращающиеся инструменты 2018 Каталог Kennametal инновации 2020.1
Каталог Kennametal инновации 2020.1 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2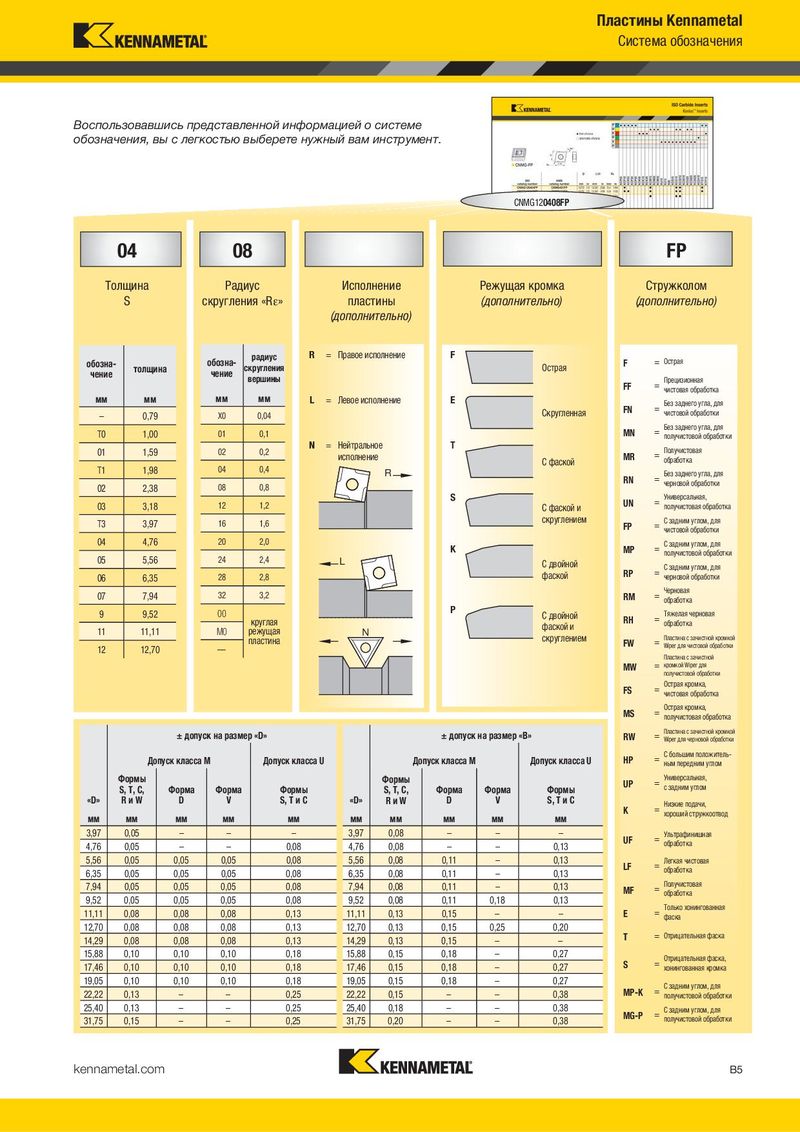
Пластины Kennametal Система обозначения Воспользовавшись представленной информацией о системе обозначения, вы с легкостью выберете нужный вам инструмент. CNMG120408FP 04 08 FP Толщина Радиус Исполнение Режущая кромка Стружколом S скругления «R¡» пластины (дополнительно) (дополнительно) (дополнительно) обозна- обозна- радиус R = Правое исполнение F F = Острая чение толщина чение скругления Острая вершины FF = Прецизионная чистовая обработка мм мм мм мм L = Левое исполнение E Без заднего угла, для – 0,79 X0 0,04 Скругленная FN = чистовой обработки T0 1,00 01 0,1 MN = Без заднего угла, для получистовой обработки 01 1,59 02 0,2 N = Нейтральное T Получистовая исполнение С фаской MR = обработка T1 1,98 04 0,4 R Без заднего угла, для RN = черновой обработки 02 2,38 08 0,8 S UN = Универсальная, 03 3,18 12 1,2 С фаской и получистовая обработка T3 3,97 16 1,6 скруглением FP = С задним углом, для чистовой обработки 04 4,76 20 2,0 K MP = С задним углом, для 05 5,56 24 2,4 L получистовой обработки С двойной RP = С задним углом, для 06 6,35 28 2,8 фаской черновой обработки 07 7,94 32 3,2 RM = Черновая обработка 9 9,52 00 P С двойной = Тяжелая черновая круглая фаской и RH обработка 11 11,11 M0 режущая N скруглением Пластина с зачистной кромкой — пластина FW = Wiper для чистовой обработки 12 12,70 Пластина с зачистной MW = кромкой Wiper для получистовой обработки FS = Острая кромка, чистовая обработка MS = Острая кромка, получистовая обработка ± допуск на размер «D» ± допуск на размер «B» RW = Пластина с зачистной кромкой Wiper для черновой обработки Допуск класса M Допуск класса U Допуск класса M Допуск класса U HP = С большим положитель- ным передним углом Формы Формы UP = Универсальная, S, T, C, Форма Форма Формы S, T, C, Форма Форма Формы с задним углом «D» RиW D V S, T и C «D» RиW D V S, T и C = Низкие подачи, мм мм мм мм мм мм мм мм мм мм K хороший стружкоотвод 3,97 0,05 – – – 3,97 0,08 – – – UF = Ультрафинишная 4,76 0,05 – – 0,08 4,76 0,08 – – 0,13 обработка 5,56 0,05 0,05 0,05 0,08 5,56 0,08 0,11 – 0,13 LF = Легкая чистовая 6,35 0,05 0,05 0,05 0,08 6,35 0,08 0,11 – 0,13 обработка 7,94 0,05 0,05 0,05 0,08 7,94 0,08 0,11 – 0,13 MF = Получистовая 9,52 0,05 0,05 0,05 0,08 9,52 0,08 0,11 0,18 0,13 обработка 11,11 0,08 0,08 0,08 0,13 11,11 0,13 0,15 – – E = Только хонингованная фаска 12,70 0,08 0,08 0,08 0,13 12,70 0,13 0,15 0,25 0,20 = Отрицательная фаска 14,29 0,08 0,08 0,08 0,13 14,29 0,13 0,15 – – T 15,88 0,10 0,10 0,10 0,18 15,88 0,15 0,18 – 0,27 Отрицательная фаска, 17,46 0,10 0,10 0,10 0,18 17,46 0,15 0,18 – 0,27 S = хонингованная кромка 19,05 0,10 0,10 0,10 0,18 19,05 0,15 0,18 – 0,27 С задним углом, для 22,22 0,13 – – 0,25 22,22 0,15 – – 0,38 MP-K = получистовой обработки 25,40 0,13 – – 0,25 25,40 0,18 – – 0,38 MG-P = С задним углом, для 31,75 0,15 – – 0,25 31,75 0,20 – – 0,38 получистовой обработки kennametal.com B5