Каталог Kennametal инновации 2022.2 - страница 155
Навигация
 Каталог Kennametal инновации 2020.1
Каталог Kennametal инновации 2020.1 Основной каталог Kennametal невращающиеся инструменты
Основной каталог Kennametal невращающиеся инструменты  Каталог Kennametal инновации 2020.2
Каталог Kennametal инновации 2020.2 Каталог Kennametal инновации 2021.2
Каталог Kennametal инновации 2021.2 Основной каталог Kennametal вращающиеся инструменты 2018
Основной каталог Kennametal вращающиеся инструменты 2018- TOC
- Техническая поддержка и сервис
- Контактная информация
- Информация о комплектующих и принадлежностях • Электронный каталог
- Точение
- Точение закаленных материалов • KBH10/20B и KYHK15B
- Тяжелое точение • FIX8
- Обработка канавок и отрезка • Beyond Evolution
- Комплектующие для СОЖ
- Фрезерование
- Цельные твердосплавные концевые фрезы • HARVI I TE
- Фрезерование уступов • Mill 4-15
- Сверление
- Модульный инструмент для растачивания • eBore
- Общие сведения
- Сплавы и их описание
- Пояснение к заголовкам столбцов
- Перекрестные ссылки на материалы
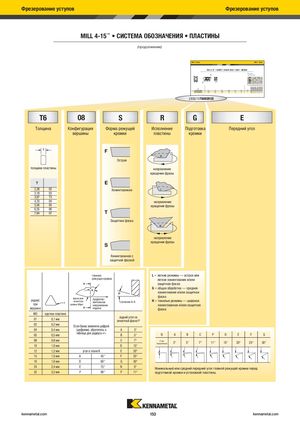
KC422M KC520M KC522M KC725M KCK15 KCPK30 KCPM40 KCSM30 KCSM40 Фрезерование уступов Фрезерование уступов MILL 4-15™ • СИСТЕМА ОБОЗНАЧЕНИЯ • ПЛАСТИНЫ (продолжение) Mill 4™ Series Mill 4™ Series MILL 4-15™ • INSERT • LNGU15-EGEJ • LIGHT - MEDIUM ⅷ first choice ࠗ alternate choice P ࠗ ⅷ ⅷ ⅷ ࠗ M ⅷ ⅷ ࠗ ⅷ ࠗ ⅷ K ⅷ ࠗ ⅷ ࠗ N ⅷ S ⅷ ⅷ ࠗ ⅷ ⅷ H ISO catalogue number LI S W BS R¡ hm CE LNGU15T604ERGEJ 17,00 6,96 10,00 2,20 0,4 0,0 4 ⅷ – – – – – – – – LNGU15T608ERGEJ 17,00 6,96 10,00 1,80 0,8 0,0 4 ⅷ – – – – – – – – LNGU15T608SRGE T6 08 S R G E Толщина Конфигурация Форма режущей Исполнение Подготовка Передний угол вершины кромки пластины кромки F Острая толщина пластины направление вращения фрезы T E 2,38 02 Хонингованная 3,18 03 3,97 T3 4,76 04 направление 5,56 05 вращения фрезы 6,35 067,9407 T Защитная фаска направление S вращения фрезы Хонингованная с защитной фаской главная L = легкие режимы — острая или режущая кромка легкое хонингование и/или защитная фаска G = общая обработка — среднее хонингование и/или защитная радиуспри фаска или предполо-зачистнаяжительноесечение A-A фаскаH = тяжелые режимы — широкаякромка Wiperнаправлениехонингованная и/или защитная вершине подачи фаска MO круглая пластина 01 0,1 мм задний угол назачистной фаске P 02 0,2 мм Если буква заменена цифрой 04 0,4 мм (цифрами), обратитесь к A 3° 05 0,5 мм таблице для радиуса «r». B 5° N A B C P D E F G 08 0,8 мм C 7° 0˚ илиотрицательный3°5° 7° 11° 15° 20° 25° 30° 10 1,0 мм D 15° 12 1,2 мм угол в плане K E 20° 15 1,5 мм A 45° F 25° 16 1,6 мм D 60° G 30° 24 2,4 мм E 75° N 0° Номинальный или средний передний угол главной режущей кромки перед 32 3,2 мм P 90° P 11° подготовкой кромки и установкой пластины. kennametal.com 153 kennametal.com