Каталог Kennametal инновации 2022.2 - страница 143
Навигация
 Каталог Kennametal инновации 2020.1
Каталог Kennametal инновации 2020.1 Основной каталог Kennametal невращающиеся инструменты
Основной каталог Kennametal невращающиеся инструменты  Каталог Kennametal инновации 2020.2
Каталог Kennametal инновации 2020.2 Каталог Kennametal инновации 2021.2
Каталог Kennametal инновации 2021.2 Основной каталог Kennametal вращающиеся инструменты 2018
Основной каталог Kennametal вращающиеся инструменты 2018- TOC
- Техническая поддержка и сервис
- Контактная информация
- Информация о комплектующих и принадлежностях • Электронный каталог
- Точение
- Точение закаленных материалов • KBH10/20B и KYHK15B
- Тяжелое точение • FIX8
- Обработка канавок и отрезка • Beyond Evolution
- Комплектующие для СОЖ
- Фрезерование
- Цельные твердосплавные концевые фрезы • HARVI I TE
- Фрезерование уступов • Mill 4-15
- Сверление
- Модульный инструмент для растачивания • eBore
- Общие сведения
- Сплавы и их описание
- Пояснение к заголовкам столбцов
- Перекрестные ссылки на материалы
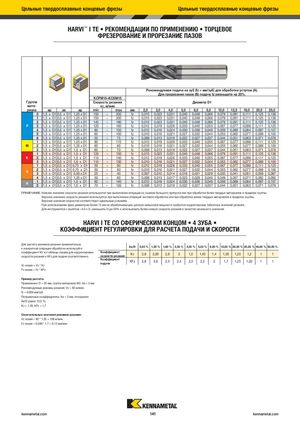
Цельные твердосплавные концевые фрезы Цельные твердосплавные концевые фрезы HARVI™ I TE • РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ • ТОРЦЕВОЕ ФРЕЗЕРОВАНИЕ И ПРОРЕЗАНИЕ ПАЗОВ Рекомендуемая подача на зуб (fz = мм/зуб) для обработки уступов (A). Для прорезания пазов (B) подачу fz уменьшите на 20%. KCPM15–KCSM15 Группа Скорость резания Диаметр D1 мате- vc, м/мин риала ap ae ap min max мм 2,0 3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0 20,0 25,0 0 1,5 x D1 0,5 x D1 1,25 x D1 150 – 200 fz 0,015 0,023 0,031 0,040 0,048 0,066 0,079 0,091 0,111 0,125 0,136 1 1,5 x D1 0,5 x D1 1,25 x D1 150 – 200 fz 0,015 0,023 0,031 0,040 0,048 0,066 0,079 0,091 0,111 0,125 0,136 2 1,5 x D1 0,5 x D1 1,25 x D1 140 – 190 fz 0,015 0,023 0,031 0,040 0,048 0,066 0,079 0,091 0,111 0,125 0,136 P 3 1,5 x D1 0,5 x D1 1,25 x D1 120 – 160 fz 0,012 0,019 0,026 0,033 0,040 0,055 0,067 0,077 0,096 0,111 0,125 4 1,5 x D1 0,5 x D1 1,25 x D1 90 – 150 fz 0,012 0,018 0,024 0,030 0,036 0,049 0,059 0,069 0,084 0,097 0,107 5 1,5 x D1 0,5 x D1 1,25 x D1 60 – 100 fz 0,010 0,016 0,021 0,027 0,032 0,044 0,053 0,062 0,077 0,089 0,100 6 1,5 x D1 0,5 x D1 1,25 x D1 50 – 75 fz 0,009 0,013 0,018 0,022 0,027 0,037 0,044 0,051 0,063 0,071 0,078 1 1,5 x D1 0,5 x D1 1,25 x D1 90 – 115 fz 0,012 0,019 0,026 0,033 0,040 0,055 0,067 0,077 0,096 0,111 0,125 M 2 1,5 x D1 0,5 x D1 1,25 x D1 60 – 80 fz 0,010 0,016 0,021 0,027 0,032 0,044 0,053 0,062 0,077 0,089 0,100 3 1,5 x D1 0,5 x D1 1,0 x D1 60 – 70 fz 0,009 0,013 0,018 0,022 0,027 0,037 0,044 0,051 0,063 0,071 0,078 1 1,5 x D1 0,5 x D1 1,0 x D1 120 – 150 fz 0,015 0,023 0,031 0,040 0,048 0,066 0,079 0,091 0,111 0,125 0,136 K 2 1,5 x D1 0,5 x D1 1,0 x D1 110 – 140 fz 0,012 0,019 0,026 0,033 0,040 0,055 0,067 0,077 0,096 0,111 0,125 3 1,5 x D1 0,5 x D1 1,0 x D1 110 – 130 fz 0,010 0,016 0,021 0,027 0,032 0,044 0,053 0,062 0,077 0,089 0,100 1 1,5 x D1 0,5 x D1 0,75 x D1 50 – 90 fz 0,012 0,019 0,026 0,033 0,040 0,055 0,067 0,077 0,096 0,111 0,125 S 2 1,5 x D1 0,5 x D1 0,75 x D1 5031,5 x D1 0,5 x D10,50 x D125––8040fz0,0100,0160,021 0,027 0,032 0,044 0,053 0,062 0,077 0,089 0,100fz0,0070,0100,0140,0180,0210,0290,0350,0410,0510,0590,067 4 1,5 x D1 0,5 x D1 1,25 x D1 50 – 60 fz 0,008 0,013 0,017 0,023 0,028 0,040 0,049 0,057 0,071 0,082 0,092 H 1 1,5 x D1 0,5 x D1 1,0 x D1 8021,5 x D1 0,5 x D11,0xD170––140120fz0,0120,018 0,024 0,030 0,036 0,049 0,059 0,069 0,084 0,097 0,107fz0,0090,0130,0180,0220,0270,0370,0440,0510,0630,0710,078 ПРИМЕЧАНИЕ: Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых материалов в пределах группы. Верхние значения скоростей соответствуют идеальным условиям. При использовании фрез диаметром более 12 мм на обрабатывающих центрах невысокой мощности требуется корректировка табличных значений резания. Для инструментов с вылетом >4,5 x D, уменьшить fz до 30% и использовать более низкую скорость резания в качестве начального значения. HARVI I TE СО СФЕРИЧЕСКИМ КОНЦОМ • 4 ЗУБА • КОЭФФИЦИЕНТ РЕГУЛИРОВКИ ДЛЯ РАСЧЕТА ПОДАЧИ И СКОРОСТИ Для расчета режимов резания применительно к конкретной операции обработки используйте Ae/D 0,50 % 1,00 % 1,60 % 2,00 % 4,00 % 5,00 % 8,00 % 10,00 % 20,00 % 30,00 % 40,00 % 50,00 % коэффициент KV из таблицы справа для корректировкискорости резания и KFz для подачи соответственно.Коэффициентскорости резанияKv2,92,852,821,51,451,41,351,25 1,2 1 1 Vc новая = Vc * Kv Коэффициентподачи KFz 2,8 2,6 2,5 2,4 2,3 2,2 2 1,7 1,25 1,02 1 1 Fz новая = Fz * KFz Пример расчета: Применение: D = 20 мм; группа материала M2; Ae = 2 мм Рекомендуемые режимы резания: Vc = 80 м/мин; fz = 0,089 мм/зуб Поправочные коэффициенты: Ae = 2 мм; отношение Ae/D равно 10,0 %; Kv = 1,35; KFz = 1,7 Окончательные значения режимов резания: Vc новая = 80 * 1,35 = 108 м/мин Fz новая = 0,089 * 1,7 = 0,15 мм/мин kennametal.com 141 kennametal.com