Каталог Kennametal инновации 2019.2 - страница 87
Навигация
 Каталог Kennametal инновации 2021.2
Каталог Kennametal инновации 2021.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal First Choice
Каталог Kennametal First Choice Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2020.2
Каталог Kennametal инновации 2020.2- Оглавление
- Услуги и поддержка
- Контактная информация
- Информация о комплектующих и принадлежностях • Электронный каталог
- Точение
- Антивибрационные расточные оправки со сменными головками
- Державки с внутренним подводом СОЖ
- Beyond Evolution
- Комплектующие для СОЖ
- Обработка отверстий
- Режущие пластины для сверл • Геометрия DS и LP
- Цельные твердосплавные концевые фрезы
- Duo-Lock
- Фрезы со сменными режущими пластинами
- KNS • Фрезы Kennametal для прорезания узких пазов
- HARVI Ultra 8X
- Инструментальные системы
- Гидравлические патроны • KM
- Гидравлические патроны • PSC
- Гидравлические патроны • HSK
- Гидравлические патроны • BT
- Гидравлические патроны • DV
- Удлинители гидравлических патронов
- Переходные втулки
- Техническая информация
- Общие сведения
- Описания сплавов
- Пояснение к заголовкам столбцов таблиц
- Перекрестные ссылки на материалы
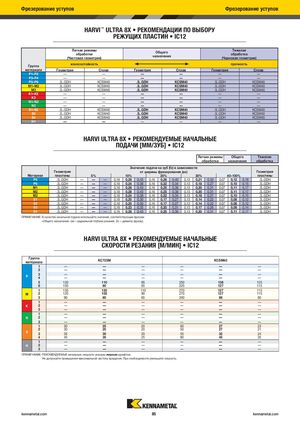
Фрезерование уступов Фрезерование уступов HARVI™ ULTRA 8X • РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЕЖУЩИХ ПЛАСТИН • IC12 Легкие режимыобработки(Чистовая геометрия) Общегоназначения Тяжелаяобработка(Черновая геометрия) Группа износостойкость прочность материала Геометрия Сплав Геометрия Сплав Геометрия Сплав P1–P2 — — — — — — P3–P4 — — — — — — P5–P6 .S..GDH KCSM40 .S..GDH KCSM40 .S..GDH KCSM40 M1–M2 .S..GDH KCSM40 .S..GDH KCSM40 .S..GDH KCSM40 M3 .S..GDH KCSM40 .S..GDH KCSM40 .S..GDH KCSM40 K1–K2 — — — — — — K3 — — — — — — N1–N2 — — — — — — N3 — — — — — — S1–S2 .S..GDH KCSM40 .S..GDH KCSM40 .S..GDH KCSM40 S3 .S..GDH KCSM40 .S..GDH KCSM40 .S..GDH KCSM40 S4 .S..GDH KCSM40 .S..GDH KCSM40 .S..GDH KCSM40 H1 — — — — — — HARVI ULTRA 8X • РЕКОМЕНДУЕМЫЕ НАЧАЛЬНЫЕ ПОДАЧИ [ММ/ЗУБ] • IC12 Легкие режимы Общего Тяжелая обработки назначения обработка Значения подачи на зуб (fz) в зависимости Геометрия от ширины фрезерования (ae) Геометрия Материал пластины 5% 10% 20% 30% 40–100% пластины P5 .S..GDH — — — 0,18 0,29 0,45 0,16 0,26 0,40 0,13 0,21 0,33 0,07 0,12 0,18 .S..GDH P6 .S..GDH — — — 0,18 0,24 0,38 0,16 0,22 0,34 0,13 0,18 0,27 0,07 0,10 0,15 .S..GDH M1 .S..GDH — — — 0,18 0,28 0,43 0,16 0,25 0,38 0,13 0,20 0,31 0,07 0,11 0,17 .S..GDH M2 .S..GDH — — — 0,18 0,28 0,43 0,16 0,25 0,38 0,13 0,20 0,31 0,07 0,11 0,17 .S..GDH M3 .S..GDH — — — 0,18 0,24 0,38 0,16 0,22 0,34 0,13 0,18 0,27 0,07 0,10 0,15 .S..GDH S1 .S..GDH — — — 0,18 0,20 0,30 0,16 0,17 0,27 0,13 0,14 0,22 0,07 0,08 0,12 .S..GDH S2 .S..GDH — — — 0,18 0,20 0,30 0,16 0,17 0,27 0,13 0,14 0,22 0,07 0,08 0,12 .S..GDH S3 .S..GDH — — — 0,18 0,23 0,35 0,16 0,20 0,31 0,13 0,17 0,26 0,07 0,09 0,14 .S..GDH S4 .S..GDH — — — 0,18 0,28 0,43 0,16 0,25 0,38 0,13 0,20 0,31 0,07 0,11 0,17 .S..GDH ПРИМЕЧАНИЕ: В качестве начальной подачи используйте значения, соответствующие фрезам «Общего назначения» (ae = радиальная глубина резания, Dc = диаметр фрезы). HARVI ULTRA 8X • РЕКОМЕНДУЕМЫЕ НАЧАЛЬНЫЕ СКОРОСТИ РЕЗАНИЯ [М/МИН] • IC12 Группаматериала KC725M KCSM40 1 — — — — — — 2 — — — — — — P 34 —— —— —— —— —— —— 5 120 110 95 250 138 125 6 105 80 65 225 127 115 1 135 120 110 270 127 115 M 2 125 105 90 270 127 115 3 90 80 65 200 88 80 1 — — — — — — K 2 — — — — — — 3 — — — — — — 1 — — — — — — N 2 — — — — — — 3 — — — — — — 1 30 25 20 60 27 23 2 30 25 20 50 27 21 S 3 35 30 20 55 32 24 4 45 35 25 80 45 35 1 — — — — — — H 2 — — — — — — 3 — — — — — — ПРИМЕЧАНИЕ: РЕКОМЕНДУЕМЫЕ начальные скорости указаны жирным шрифтом. Не допускайте превышения максимальной частоты вращения. При необходимости уменьшите скорость. kennametal.com 85 kennametal.com