Каталог Kennametal инновации 2019.2 - страница 81
Навигация
 Каталог Kennametal инновации 2021.2
Каталог Kennametal инновации 2021.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal First Choice
Каталог Kennametal First Choice Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2020.2
Каталог Kennametal инновации 2020.2- Оглавление
- Услуги и поддержка
- Контактная информация
- Информация о комплектующих и принадлежностях • Электронный каталог
- Точение
- Антивибрационные расточные оправки со сменными головками
- Державки с внутренним подводом СОЖ
- Beyond Evolution
- Комплектующие для СОЖ
- Обработка отверстий
- Режущие пластины для сверл • Геометрия DS и LP
- Цельные твердосплавные концевые фрезы
- Duo-Lock
- Фрезы со сменными режущими пластинами
- KNS • Фрезы Kennametal для прорезания узких пазов
- HARVI Ultra 8X
- Инструментальные системы
- Гидравлические патроны • KM
- Гидравлические патроны • PSC
- Гидравлические патроны • HSK
- Гидравлические патроны • BT
- Гидравлические патроны • DV
- Удлинители гидравлических патронов
- Переходные втулки
- Техническая информация
- Общие сведения
- Описания сплавов
- Пояснение к заголовкам столбцов таблиц
- Перекрестные ссылки на материалы
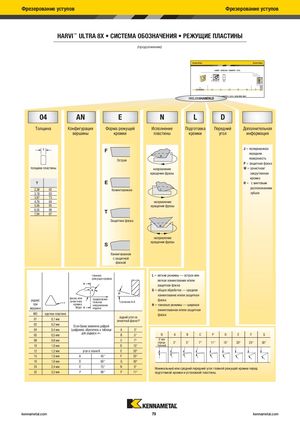
KC725M KCSM40 Фрезерование уступов Фрезерование уступов HARVI™ ULTRA 8X • СИСТЕМА ОБОЗНАЧЕНИЯ • PЕЖУЩИЕ ПЛАСТИНЫ (продолжение) Shoulder Milling Shoulder Milling HARVI™ ULTRA 8X • INSERTS • IC10 ⅷ first choice ࠗ alternate choice P ࠗ ⅷ M ࠗ ⅷ K N S ࠗ ⅷ H ISO catalogue number D S L10 R¡ hm CE SNHJ100408SNGDH 10,00 4,52 10,00 0,8 0,08 8 ⅷ ⅷ HARVI ULTRA 8X • INSERTS • IC10 • LEAD ROW ONLY HNGJ0604ANENLD 04 AN E N L D Толщина Конфигурация Форма режущей Исполнение Подготовка Передний Дополнительная вершины кромки пластины кромки угол информация F J = полированная передняя Острая поверхность P = защитная фаска толщина пластины направление W = зачистная/ вращения фрезы закругленная кромка T E H= с винтовым 2,38 02 Хонингованная расположением 3,18 03 зубьев 3,97 T3 4,76 04 направление 5,56 05 вращения фрезы 6,35 067,9407 T Защитная фаска направление S вращения фрезы Хонингованная с защитной фаской главная L = легкие режимы — острая или режущая кромка легкое хонингование и/или защитная фаска G = общая обработка — среднее хонингование и/или защитная радиуспри фаска или предположи-зачистнаятельноесечение A-A фаскакромканаправлениеH = тяжелые режимы — широкая вершине Wiper подачи хонингованная и/или защитная MO круглая пластина фаска 01 0,1 мм задний угол назачистной фаске P 02 0,2 мм Если буква заменена цифрой 04 0,4 мм (цифрами), обратитесь к таблице A 3° 05 0,5 мм для радиуса «r». B 5° N A B C P D E F G 08 0,8 мм C 7° 0˚ илиотрица-3° 5° 7° 11° 15° 20° 25° 30° 10 1,0 мм D 15° тельный 12 1,2 мм угол в плане K E 20° 15 1,5 мм A 45° F 25° 16 1,6 мм D 60° G 30° 24 2,4 мм E 75° N 0° Номинальный или средний передний угол главной режущей кромки перед 32 3,2 мм P 90° P 11° подготовкой кромки и установкой пластины. kennametal.com 79 kennametal.com