Каталог Kennametal инновации 2019.2 - страница 62
Навигация
 Каталог Kennametal инновации 2021.2
Каталог Kennametal инновации 2021.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal First Choice
Каталог Kennametal First Choice Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2020.2
Каталог Kennametal инновации 2020.2- Оглавление
- Услуги и поддержка
- Контактная информация
- Информация о комплектующих и принадлежностях • Электронный каталог
- Точение
- Антивибрационные расточные оправки со сменными головками
- Державки с внутренним подводом СОЖ
- Beyond Evolution
- Комплектующие для СОЖ
- Обработка отверстий
- Режущие пластины для сверл • Геометрия DS и LP
- Цельные твердосплавные концевые фрезы
- Duo-Lock
- Фрезы со сменными режущими пластинами
- KNS • Фрезы Kennametal для прорезания узких пазов
- HARVI Ultra 8X
- Инструментальные системы
- Гидравлические патроны • KM
- Гидравлические патроны • PSC
- Гидравлические патроны • HSK
- Гидравлические патроны • BT
- Гидравлические патроны • DV
- Удлинители гидравлических патронов
- Переходные втулки
- Техническая информация
- Общие сведения
- Описания сплавов
- Пояснение к заголовкам столбцов таблиц
- Перекрестные ссылки на материалы
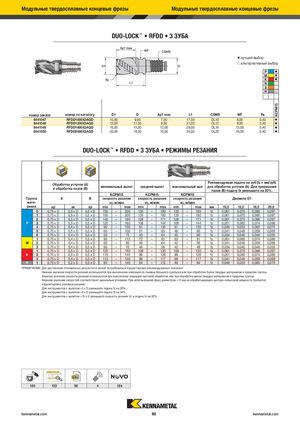
KCPM15 Модульные твердосплавные концевые фрезы Модульные твердосплавные концевые фрезы DUO-LOCK™ • RFDD • 3 ЗУБА ⅷ лучший выбор ࠗ альтернативный выбор P ⅷ M ⅷ K ⅷ N S H ࠗ номер заказа номер по каталогу D1 D Ap1 max L1 CSMS WF R¡ 6441047 RFDD1000X3AQD 10,00 9,60 7,50 17,50 DL10 8,00 0,40 ⅷ 6441048 RFDD1200X3AQD 12,00 11,50 9,00 21,00 DL12 9,50 0,40 ⅷ 6441049 RFDD1600X3AQD 16,00 15,50 12,00 28,00 DL16 13,00 0,40 ⅷ 6441050 RFDD2000X3AQD 20,00 19,30 15,00 35,00 DL20 16,00 0,40 ⅷ DUO-LOCK™ • RFDD • 3 ЗУБА • РЕЖИМЫ РЕЗАНИЯ Обработка уступов (A)и обработка пазов (B) Рекомендуемая подача на зуб (fz = мм/зуб)минимальный вылетсредний вылетмаксимальный вылдля обработки уступов (A). Для прорезанияпазов (B) подачу fz уменьшите на 20%. KCPM15 KCPM15 KCPM15 Группа A B скорость резания скорость резания скорость резания Диаметр D1 мате- vc, м/мин vc, м/мин vc, м/мин риала ap ae ap min max min max min max мм 10,0 12,0 16,0 20,0 0 0,75 x D 0,5 x D 0,5 x D 150 – 200 135 – 180 135 – 180 fz 0,061 0,070 0,086 0,097 1 0,75 x D 0,5 x D 0,5 x D 150 – 200 135 – 180 135 – 180 fz 0,061 0,070 0,086 0,097 2 0,75 x D 0,5 x D 0,5 x D 140 – 190 126 – 171 126 – 171 fz 0,061 0,070 0,086 0,097 P 3 0,75 x D 0,5 x D 0,5 x D 120 – 160 108 – 144 108 – 144 fz 0,051 0,060 0,074 0,086 4 0,75 x D 0,4 x D 0,5 x D 90 – 150 81 – 135 81 – 135 fz 0,046 0,053 0,065 0,075 5 0,75 x D 0,5 x D 0,5 x D 60 – 100 51 – 85 48 – 80 fz 0,041 0,048 0,059 0,069 6 0,75 x D 0,4 x D 0,5 x D 50 – 75 43 – 64 40 – 60 fz 0,034 0,040 0,048 0,055 1 0,75 x D 0,4 x D 0,5 x D 90 – 115 72 – 92 63 – 81 fz 0,051 0,060 0,074 0,086 M 2 0,75 x D 0,4 x D 0,5 x D 60 – 80 48 – 64 42 – 56 fz 0,041 0,048 0,059 0,069 3 0,75 x D 0,4 x D 0,5 x D 60 – 70 48 – 56 42 – 49 fz 0,034 0,040 0,048 0,055 1 0,75 x D 0,5 x D 0,5 x D 120 – 150 108 – 135 108 – 135 fz 0,061 0,070 0,086 0,097 K 2 0,75 x D 0,5 x D 0,5 x D 110 – 140 99 – 126 99 – 126 fz 0,051 0,060 0,074 0,086 3 0,75 x D 0,4 x D 0,5 x D 110 – 130 99 – 117 99 – 117 fz 0,041 0,048 0,059 0,069 H 1 0,75 x D 0,2 x D 0,3 x D 80 – 140 64 – 112 48 – 84 fz 0,046 0,053 0,065 0,075 ПРИМЕЧАНИЕ: Для достижения оптимальных результатов может потребоваться корректировка рекомендованных значений. Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых материалов в пределах группы. Верхние значения скоростей соответствуют идеальным условиям. При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания. Для инструментов с вылетом >3 x D уменьшите подачу fz на 20%. Для инструментов с вылетом >5 x D уменьшите подачу fz на 30%. Для инструментов с вылетом >10 x D уменьшите скорость резания Vc и подачу fz на 30%. AB 120 122 58 4 124 kennametal.com 60 kennametal.com