Каталог Kennametal First Choice - страница 424
Навигация
 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инструментальные системы 2018
Каталог Kennametal инструментальные системы 2018 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1- Токарная обработка
- Токарная обработка по ISO
- Токарные пластины по ISO
- Сталь
- Нержавеющая сталь
- Чугун
- Цветные металлы
- Жаропрочные сплавы
- Точение закаленных материалов
- Державки
- Державки для пластин без заднего угла (с креплением KenClamp)
- Державки для пластин с задним углом (с резьбовым креплением)
- Расточные оправки
- Расточные оправки для пластин без заднего угла (KenClamp)
- Расточные оправки для пластин с задним углом (KenClamp)
- Сплавы и их описание
- Обработка канавок, отрезка и резьбонарезание
- Beyond Evolution
- Режущие пластины
- Цельные Державки
- Расточные оправки для торцевых канавок
- Отрезные лезвия
- Техническая информация
- Сплавы и их описание
- A4
- Режущие пластины
- Цельные Державки
- Цельные расточные оправки
- Сплавы и их описание
- Техническая информация
- Резьбонарезание
- Режущие пластины
- Цельные Державки
- Рекомендуемые начальные скорости резания
- Моменты затяжки винтов для державок и расточных оправок
- Перекрестные ссылки на обрабатываемый материал
- Фрезы со сменными режущими пластинами
- Торцевое фрезерование
- Выбор платформы
- Dodeka Mini
- Dodeka
- 7745V0D
- Фрезерование уступов
- Выбор платформы
- Mill 4-11, Mill 4-15
- Mill 1-10, Mill 1-14
- Фрезерование с высокой скоростью подачи и профильное фрезерование
- Выбор платформы
- 7792 IC06
- 7792 IC09
- 7792 IC12
- Фрезы Dodeka Mini 15° для работы с высокой скоростью подачи
- Фрезы Dodeka 15° для работы с высокой скоростью подачи
- Фрезы 7713 IC10 для профильного фрезерования
- Фрезы 7713 IC12 для профильного фрезерования
- 7713 Техническая информация
- Сплавы и их описание
- Цельные концевые фрезы
- Система выбора цельных концевых фрез
- Высокая производительность
- Duo-Lock HARVI
- HARVI I TE
- HARVI II
- HARVI II Long
- HARVI III
- Фреза для черновой обработки
- Алюминий
- Общеe назначениe
- 2-канавочные концевые фрезы GOmill GP
- 3-канавочные концевые фрезы GOmill GP
- 4-канавочные концевые фрезы GOmill GP
- Сплавы и их описание
- Перекрестные ссылки на обрабатываемый материал
- Сверление
- Выбор инструмента
- Цельные твердосплавные сверла
- Выбор платформы
- GOdrill — 1,0–20,0 мм, 3 x D/5 x D, внутренний и внешний подвод СОЖ
- Сверла Kenna Universal — 3,0–20,0 мм, 3 x D/5 x D/8 x D, внутренний подвод СОЖ
- Модульные сверла
- Выбор платформы
- KenTIP FS 8–26, 3 x D/5 x D
- KSEM — 12,5–40 мм, 3 x D/10 x D
- KSEM PLUS — 28–70 мм, 3 x D/10 x D
- Сверла со сменными режущими пластинами
- Выбор платформы
- Drill Fix DFR — 12,0–25,0 мм, 2 x D/3 x D
- Drill Fix DFSP — 14,0–55,0 мм, 2 x D/3 x D
- Пластины DFT для сверл Drill Fix
- Метчики
- Система выбора
- Метчики с винтовыми канавками для сквозных отверстий
- Высокопроизводительные метчики HSS-E-PM — M3–Наружный подвод СОЖ M18
- GOtap HSS-E — M3–Наружный подвод СОЖ M24
- Метчики с винтовыми канавками для глухих отверстий
- Высокопроизводительные метчики HSS-E-PM — M3–Внутренний и наружный подвод СОЖ M18
- GOtap HSS-E — M3–Наружный подвод СОЖ M24
- Метчики с прямыми канавками для глухих и сквозных отверстий для материалов, образующих короткую стружку
- Высокопроизводительные метчики HSS-E-PM — M4–Внутренний и наружный подвод СОЖ M20
- Рекомендации по применению и диаметры сверления
- Перекрестная ссылка на обрабатываемый материал
- Инструментальные системы
- Гидравлические патроны
- Патроны с термозажимом
- Адаптеры для насадных фрез
- Указатель по информационным изображениям
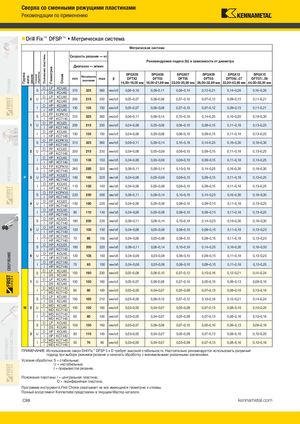
ТОЧЕНИЕФРЕЗЕРОВАНИЕСВЕРЛЕНИЕИНСТРУМЕНТ-АЛЬНЫЕ СИСТЕМЫ Группа мате- риала Условия обработки Положение пластины Геометрия Сплав Сверла со сменными режущими пластинами Рекомендации по применению Drill Fix™ DFSP™ • Метрическая система Метрическая система Скорость резания — vc Рекомендуемая подача (fz) в зависимости от диаметра Диапазон — м/мин min Начальноезначениеmax SPGX05 SPGX06 SPGX07 SPGX09 SPGX12 SPGX15ØDFTX2DFT03DFT05DFT05DFT06/..07DFT07/..0914,00–18,00 мм18,00–21,99 мм22,00–25,99 мм26,00–32,99 мм33,00–43,99 мм44,00–55,00 мм S O LP KCU40IDSKCU40310 325 360 мм/об 0,06–0,10 0,06–0,11 0,08–0,14 0,12–0,21 0,14–0,26 0,16–0,26 0 U O LP KCU40IHPKCU40200 215 230 мм/об 0,05–0,07 0,06–0,08 0,07–0,10 0,07–0,12 0,09–0,15 0,11–0,21 I O HP KCU40IHPKCU40130 135 150 мм/об 0,05–0,07 0,06–0,08 0,07–0,10 0,07–0,12 0,09–0,15 0,11–0,21 S O FP KCPK10IHPKC7140310 325 360 мм/об 0,06–0,11 0,08–0,14 0,10–0,18 0,14–0,25 0,16–0,30 0,18–0,30 1 U O FP KCU25IHPKC7140200 215 230 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13–0,25 I O HP KCU40IHPKC7140130 135 150 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13–0,25 S O FP KCPK10IHPKC7140310 325 360 мм/об 0,06–0,11 0,08–0,14 0,10–0,18 0,14–0,25 0,16–0,30 0,18–0,30 2 U O FP KCU25IHPKC7140200 215 230 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13–0,25 I O HP KCU40IHPKC7140130 135 150 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13–0,25 S O FP KCPK10IHPKC7140260 285 320 мм/об 0,06–0,11 0,08–0,14 0,10–0,18 0,14–0,25 0,16–0,30 0,18–0,30 P 3 U O HP KCU25IHPKC7140180 195 220 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13–0,25 I O HP KCU40IHPKC7140110 120 140 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13–0,25 S O FP KCPK10IHPKC7140220 250 300 мм/об 0,06–0,11 0,08–0,14 0,10–0,18 0,14–0,25 0,16–0,30 0,18–0,30 4 U O HP KCU25IHPKC7140150 180 220 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13–0,25 I O HP KCU40IHPKC714090 110 140 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13–0,25 S O HP KCU25IHPKC7140180 200 220 мм/об 0,06–0,11 0,08–0,14 0,10–0,18 0,14–0,25 0,16–0,30 0,18–0,30 5 U O HP KCU40IHPKC7140120 135 150 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13–0,25 I O HP KC7140IHPKC714070 85 100 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13–0,25 S O HP KCU25IHPKC7140180 200 220 мм/об 0,06–0,11 0,08–0,14 0,10–0,18 0,14–0,25 0,16–0,30 0,18–0,30 6 U O HP KCU40IHPKC7140120 135 150 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13–0,25 I O HP KC7140IHPKC714070 85 100 мм/об 0,04–0,06 0,05–0,08 0,06–0,10 0,09–0,15 0,11–0,18 0,13-0,25 S O LP KCU40IDSKCU40150 190 230 мм/об 0,05–0,08 0,06–0,10 0,07–0,12 0,10–0,16 0,12–0,21 0,14–0,24 1 U O LP KCU40IDSKCU40100 130 160 мм/об 0,05–0,07 0,06–0,08 0,07–0,10 0,05–0,10 0,06–0,13 0,08–0,16 I O MD KC7140IMDKC714060 80 100 мм/об 0,03–0,05 0,04–0,07 0,05–0,09 0,07–0,13 0,08–0,16 0,10–0,18 S O LP KCU40IDSKCU40150 180 210 мм/об 0,05–0,08 0,06–0,10 0,07–0,12 0,10–0,16 0,12–0,21 0,14–0,24 M 2 U O MD KCU40IMDKC7140100 130 160 мм/об 0,03–0,05 0,04–0,07 0,05–0,09 0,07–0,13 0,08–0,16 0,10–0,20 I O MD KC7140IMDKC714060 80 100 мм/об 0,03–0,05 0,04–0,07 0,05–0,09 0,07–0,13 0,08–0,16 0,10–0,18 S O LP KCU40IDSKCU40100 130 160 мм/об 0,05–0,07 0,06–0,08 0,07–0,10 0,05–0,10 0,06–0,13 0,08–0,16 3 U O HP KCU40IHPKC714080 110 140 мм/об 0,03–0,05 0,04–0,07 0,05–0,09 0,07–0,13 0,08–0,16 0,10–0,20 I O MD KC7140IMDKC714050 70 90 мм/об 0,03–0,05 0,04–0,07 0,05–0,09 0,07–0,13 0,08–0,16 0,10–0,18 ПРИМЕЧАНИЕ. Использование сверл Drill Fix™ DFSP 5 x D требует высокой стабильности. Настоятельно рекомендуется использовать разумный подход при выборе режимов резания и начинать обработку с минимальными указанными значениями. Условия обработки: S = стабильные; U = нестабильные; I = прерывистое резание. Положение пластины: I = центральная пластина; O = периферийная пластина. Программа инструмента First Choice охватывает не все имеющиеся геометрии и сплавы. Полный ассортимент Kennametal представлен в текущем Мастер каталоге. C98 kennametal.com