Каталог Kennametal First Choice - страница 191
Навигация
 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инструментальные системы 2018
Каталог Kennametal инструментальные системы 2018 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1- Токарная обработка
- Токарная обработка по ISO
- Токарные пластины по ISO
- Сталь
- Нержавеющая сталь
- Чугун
- Цветные металлы
- Жаропрочные сплавы
- Точение закаленных материалов
- Державки
- Державки для пластин без заднего угла (с креплением KenClamp)
- Державки для пластин с задним углом (с резьбовым креплением)
- Расточные оправки
- Расточные оправки для пластин без заднего угла (KenClamp)
- Расточные оправки для пластин с задним углом (KenClamp)
- Сплавы и их описание
- Обработка канавок, отрезка и резьбонарезание
- Beyond Evolution
- Режущие пластины
- Цельные Державки
- Расточные оправки для торцевых канавок
- Отрезные лезвия
- Техническая информация
- Сплавы и их описание
- A4
- Режущие пластины
- Цельные Державки
- Цельные расточные оправки
- Сплавы и их описание
- Техническая информация
- Резьбонарезание
- Режущие пластины
- Цельные Державки
- Рекомендуемые начальные скорости резания
- Моменты затяжки винтов для державок и расточных оправок
- Перекрестные ссылки на обрабатываемый материал
- Фрезы со сменными режущими пластинами
- Торцевое фрезерование
- Выбор платформы
- Dodeka Mini
- Dodeka
- 7745V0D
- Фрезерование уступов
- Выбор платформы
- Mill 4-11, Mill 4-15
- Mill 1-10, Mill 1-14
- Фрезерование с высокой скоростью подачи и профильное фрезерование
- Выбор платформы
- 7792 IC06
- 7792 IC09
- 7792 IC12
- Фрезы Dodeka Mini 15° для работы с высокой скоростью подачи
- Фрезы Dodeka 15° для работы с высокой скоростью подачи
- Фрезы 7713 IC10 для профильного фрезерования
- Фрезы 7713 IC12 для профильного фрезерования
- 7713 Техническая информация
- Сплавы и их описание
- Цельные концевые фрезы
- Система выбора цельных концевых фрез
- Высокая производительность
- Duo-Lock HARVI
- HARVI I TE
- HARVI II
- HARVI II Long
- HARVI III
- Фреза для черновой обработки
- Алюминий
- Общеe назначениe
- 2-канавочные концевые фрезы GOmill GP
- 3-канавочные концевые фрезы GOmill GP
- 4-канавочные концевые фрезы GOmill GP
- Сплавы и их описание
- Перекрестные ссылки на обрабатываемый материал
- Сверление
- Выбор инструмента
- Цельные твердосплавные сверла
- Выбор платформы
- GOdrill — 1,0–20,0 мм, 3 x D/5 x D, внутренний и внешний подвод СОЖ
- Сверла Kenna Universal — 3,0–20,0 мм, 3 x D/5 x D/8 x D, внутренний подвод СОЖ
- Модульные сверла
- Выбор платформы
- KenTIP FS 8–26, 3 x D/5 x D
- KSEM — 12,5–40 мм, 3 x D/10 x D
- KSEM PLUS — 28–70 мм, 3 x D/10 x D
- Сверла со сменными режущими пластинами
- Выбор платформы
- Drill Fix DFR — 12,0–25,0 мм, 2 x D/3 x D
- Drill Fix DFSP — 14,0–55,0 мм, 2 x D/3 x D
- Пластины DFT для сверл Drill Fix
- Метчики
- Система выбора
- Метчики с винтовыми канавками для сквозных отверстий
- Высокопроизводительные метчики HSS-E-PM — M3–Наружный подвод СОЖ M18
- GOtap HSS-E — M3–Наружный подвод СОЖ M24
- Метчики с винтовыми канавками для глухих отверстий
- Высокопроизводительные метчики HSS-E-PM — M3–Внутренний и наружный подвод СОЖ M18
- GOtap HSS-E — M3–Наружный подвод СОЖ M24
- Метчики с прямыми канавками для глухих и сквозных отверстий для материалов, образующих короткую стружку
- Высокопроизводительные метчики HSS-E-PM — M4–Внутренний и наружный подвод СОЖ M20
- Рекомендации по применению и диаметры сверления
- Перекрестная ссылка на обрабатываемый материал
- Инструментальные системы
- Гидравлические патроны
- Патроны с термозажимом
- Адаптеры для насадных фрез
- Указатель по информационным изображениям
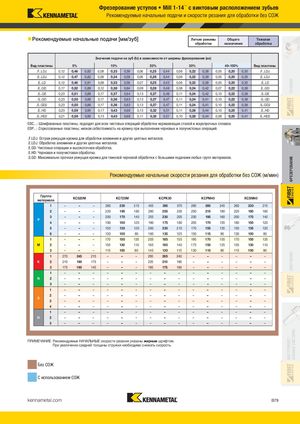
ТОЧЕНИЕФРЕЗЕРОВАНИЕСВЕРЛЕНИЕИНСТРУМЕНТ-АЛЬНЫЕ СИСТЕМЫ Фрезерование уступов • Mill 1-14™ с винтовым расположением зубьев Рекомендуемые начальные подачи и скорости резания для обработки без СОЖ Рекомендуемые начальные подачи [мм/зуб] Легкие режимы Общего Тяжелая обработки назначения обработка Значения подачи на зуб (fz) в зависимости от ширины фрезерования (ae) Вид пластины 5% 10% 20% 30% 40–100% Вид пластины .F..LDJ 0,12 0,46 0,82 0,08 0,33 0,59 0,06 0,25 0,44 0,06 0,22 0,38 0,05 0,20 0,35 .F..LDJ .E..LDJ 0,12 0,47 0,82 0,08 0,34 0,59 0,06 0,26 0,44 0,06 0,22 0,39 0,05 0,20 0,35 .E..LDJ .E..LD 0,12 0,46 0,81 0,09 0,33 0,58 0,07 0,25 0,43 0,06 0,22 0,38 0,05 0,20 0,35 .E..LD .E..GD 0,17 0,52 0,89 0,12 0,38 0,64 0,09 0,28 0,48 0,08 0,24 0,42 0,07 0,22 0,38 .E..GD .S..GE 0,23 0,51 0,89 0,17 0,37 0,64 0,13 0,27 0,48 0,11 0,24 0,42 0,10 0,22 0,38 .S..GE .S..GD 0,23 0,50 0,88 0,17 0,36 0,63 0,13 0,27 0,47 0,11 0,24 0,41 0,10 0,22 0,38 .S..GD .S..GD2 0,23 0,50 0,88 0,17 0,36 0,63 0,13 0,27 0,47 0,11 0,24 0,41 0,10 0,22 0,38 .S..GD2 .E..HD 0,23 0,59 0,95 0,17 0,43 0,68 0,13 0,32 0,51 0,11 0,28 0,44 0,10 0,25 0,41 .E..HD .E..HD2 0,21 0,59 0,95 0,15 0,43 0,68 0,11 0,32 0,51 0,10 0,28 0,44 0,09 0,25 0,41 .E..HD2 EDC...: Шлифованные пластины; подходят для всех чистовых операций обработки нержавеющих сталей и жаропрочных сплавов. EDP...: Спрессованные пластины; низкая себестоимость на кромку при выполнении черновых и получистовых операций. .F.LDJ: Острая режущая кромка для обработки алюминия и других цветных металлов. .E.LDJ: Обработка алюминия и других цветных металлов. .E.GD: Чистовые операции и высокоточная обработка. .E.HD: Черновая и получистовая обработка. .S.GD: Максимально прочная режущая кромка для тяжелой черновой обработки с большими подачами любых групп материалов. Рекомендуемые начальные скорости резания для обработки без СОЖ (м/мин) Группаматериала KC520M KC725M KCPK30 KCPM40 KCSM40 1 – – – 260 230 215 455 395 370 295 260 245 260 230 215 2 – – – 220 190 160 280 255 230 250 215 180 220 190 160 3 – – – 200 170 140 255 230 205 230 195 160 200 170 140 P 4 – – – 180 150 120 190 175 160 205 170 135 180 150 120 5 – – – 150 135 120 260 230 210 170 155 135 150 135 120 6 – – – 130 100 80 160 135 125 150 115 90 130 100 80 1 – – – 170 150 135 205 185 155 195 170 155 170 150 135 M 2 – – – 155 130 110 185 160 140 175 150 125 155 130 110 3 – – – 115 100 80 145 130 115 130 115 90 115 100 80 1 270 245 215 – – – 295 265 240 – – – – – – K 2 210 190 175 – – – 235 210 190 – – – – – – 3 175 160 145 – – – 195 175 160 – – – – – – 1 – – – – – – – – – – – – – – – N 2 – – – – – – – – – – – – – – – 3 – – – – – – – – – – – – – – – 1 – – – – – – – – – – – – – – – 2 – – – – – – – – – – – – – – – S 3 – – – – – – – – – – – – – – – 4 – – – – – – – – – – – – – – – 1 – – – – – – – – – – – – – – – H 2 – – – – – – – – – – – – – – – 3 – – – – – – – – – – – – – – – ПРИМЕЧАНИЕ. Рекомендуемые НАЧАЛЬНЫЕ скорости резания указаны жирным шрифтом. При увеличении средней толщины стружки необходимо снижать скорость. Без СОЖ С использованием СОЖ kennametal.com B79