Основной каталог Karnasch 2021 - страница 65
Навигация
 Каталог стоматологического инструмента Karnasch 2021
Каталог стоматологического инструмента Karnasch 2021 Каталог микроинструмента Karnasch 2021
Каталог микроинструмента Karnasch 2021 Каталог магнитных станков Karnasch 2021
Каталог магнитных станков Karnasch 2021 Каталог прямошлифовальные машины Karnasch 2021
Каталог прямошлифовальные машины Karnasch 2021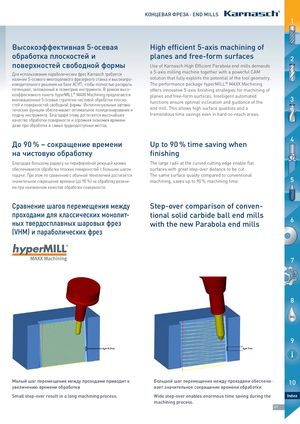
КОНЦЕВАЯ ФРЕЗА · END MILLS 1 Высокоэффективная 5-осевая High efficient 5-axis machining of обработка плоскостей и planes and free-form surfaces 2 поверхностей свободной формы Use of Karnasch High Efficient Parabola end mills demands Для использования параболических фрез Karnasch требуется a 5-axis milling machine together with a powerful CAM наличие 5-осевого многоцелевого фрезерного станка и высокопро- solution that fully exploits the potential of the tool geometry. изводительного решения на базе АСУП, чтобы полностью раскрыть The performance package hyperMILL® MAXX Machining потенциал, заложенный в геометрию инструмента. В рамках высо- offers innovative 5-axis finishing strategies for machining of коэффективного пакета hyperMILL® MAXX Machining предлагаются planes and free-form surfaces. Intelligent automatedинновационные 5-осевые стратегии чистовой обработки плоско-стей и поверхностей свободной формы. Интеллектуальные автома-functions ensure optimal inclination and guidance of the3 тические функции обеспечивают оптимальное позиционирование и end mill. This allows high surface qualities and a подачу инструмента. Благодаря этому достигается высочайшее tremendous time savings even in hard-to-reach areas. качество обработки поверхности и огромная экономия времени даже при обработке в самых труднодоступных местах. До 90 % – сокращение времени Up to 90 % time saving when 4 на чистовую обработку finishing Благодаря большому радиусу на периферийной режущей кромке The large radii at the curved cutting edge enable flat обеспечивается обработка плоских поверхностей с большим шагом surfaces with great step-over distance to be cut. подачи. При этом по сравнению с обычной технологией достигается The same surface quality compared to conventional значительное сокращение времени (до 90 %) на обработку резани- machining, saves up to 90 % machining time. 5 ем при неизменном качестве обработки поверхности. Сравнение шагов перемещения между Step-over comparison of conven- проходами для классических монолит- tional solid carbide ball end millsных твердосплавных шаровых фрезwith the new Parabola end mills6 (VHM) и параболических фрез 7 MAC 8 OIL 9 Малый шаг перемещения между проходами приводит к Большой шаг перемещения между проходами обеспечи- 10 увеличению времени обработки вает значительное сокращение времени обработки Small step-over result in a long machining process. Wide step-over enables enormous time saving during the Index machining process. 67 HINES