Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 76
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022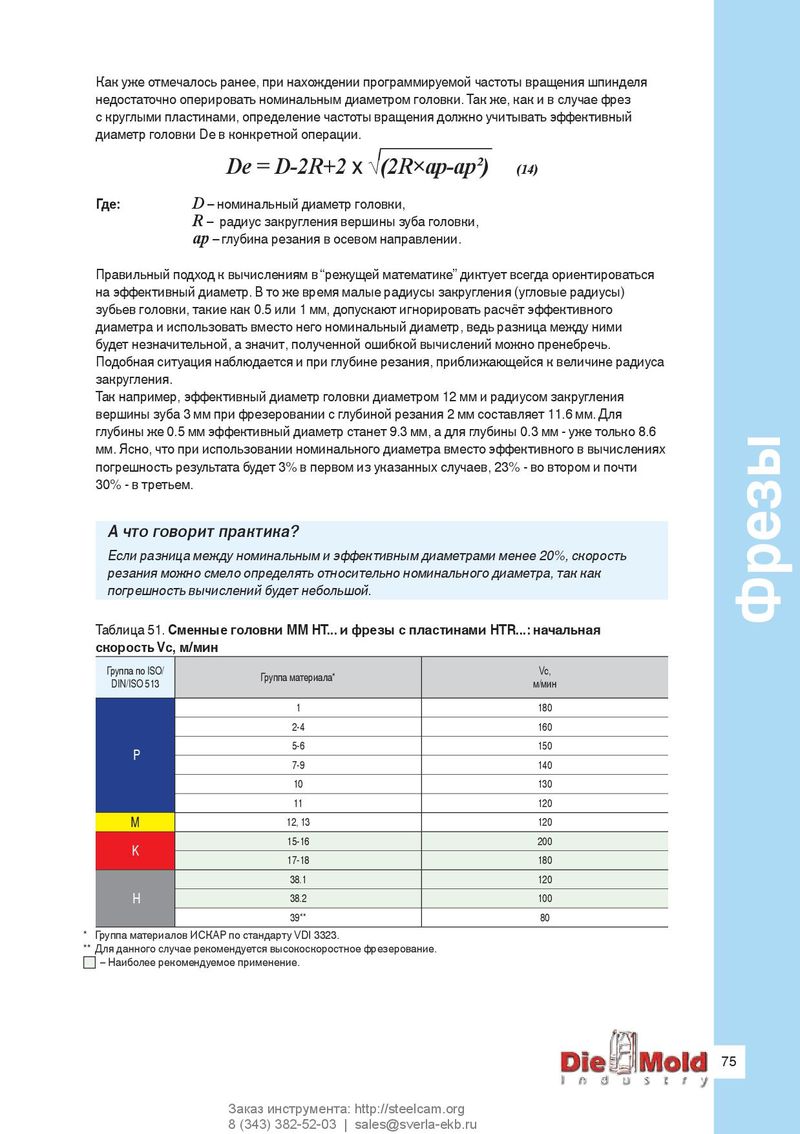
Как уже отмечалось ранее, при нахождении программируемой частоты вращения шпинделя недостаточно оперировать номинальным диаметром головки. Так же, как и в случае фрез с круглыми пластинами, определение частоты вращения должно учитывать эффективный диаметр головки De в конкретной операции. De = D-2R+2 x √(2R×ap-ap²) (14) Где: D – номинальный диаметр головки, R – радиус закругления вершины зуба головки, ap – глубина резания в осевом направлении. Правильный подход к вычислениям в “режущей математике” диктует всегда ориентироваться на эффективный диаметр. В то же время малые радиусы закругления (угловые радиусы) зубьев головки, такие как 0.5 или 1 мм, допускают игнорировать расчёт эффективного диаметра и использовать вместо него номинальный диаметр, ведь разница между ними будет незначительной, а значит, полученной ошибкой вычислений можно пренебречь. Подобная ситуация наблюдается и при глубине резания, приближающейся к величине радиуса закругления. Так например, эффективный диаметр головки диаметром 12 мм и радиусом закругления вершины зуба 3 мм при фрезеровании с глубиной резания 2 мм составляет 11.6 мм. Для глубины же 0.5 мм эффективный диаметр станет 9.3 мм, а для глубины 0.3 мм - уже только 8.6 мм. Ясно, что при использовании номинального диаметра вместо эффективного в вычислениях погрешность результата будет 3% в первом из указанных случаев, 23% - во втором и почти 30% - в третьем. А что говорит практика? Если разница между номинальным и эффективным диаметрами менее 20%, скорость резания можно смело определять относительно номинального диаметра, так как погрешность вычислений будет небольшой. Фрезы Таблица 51. Сменные головки MM HT... и фрезы с пластинами HTR...: начальная скорость Vc, м/мин Группа по ISO/ Vc, Группа материала* DIN/ISO 513 м/мин 1 180 2-4 160 5-6 150 P 7-9 140 10 130 11 120 M 12, 13 120 15-16 200 K 17-18 180 38.1 120 H 38.2 100 39** 80 * Группа материалов ИСКАР по стандарту VDI 3323. ** Для данного случае рекомендуется высокоскоростное фрезерование. – Наиболее рекомендуемое применение. 75 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 75 5/15/11 2:52 PM