Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 58
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022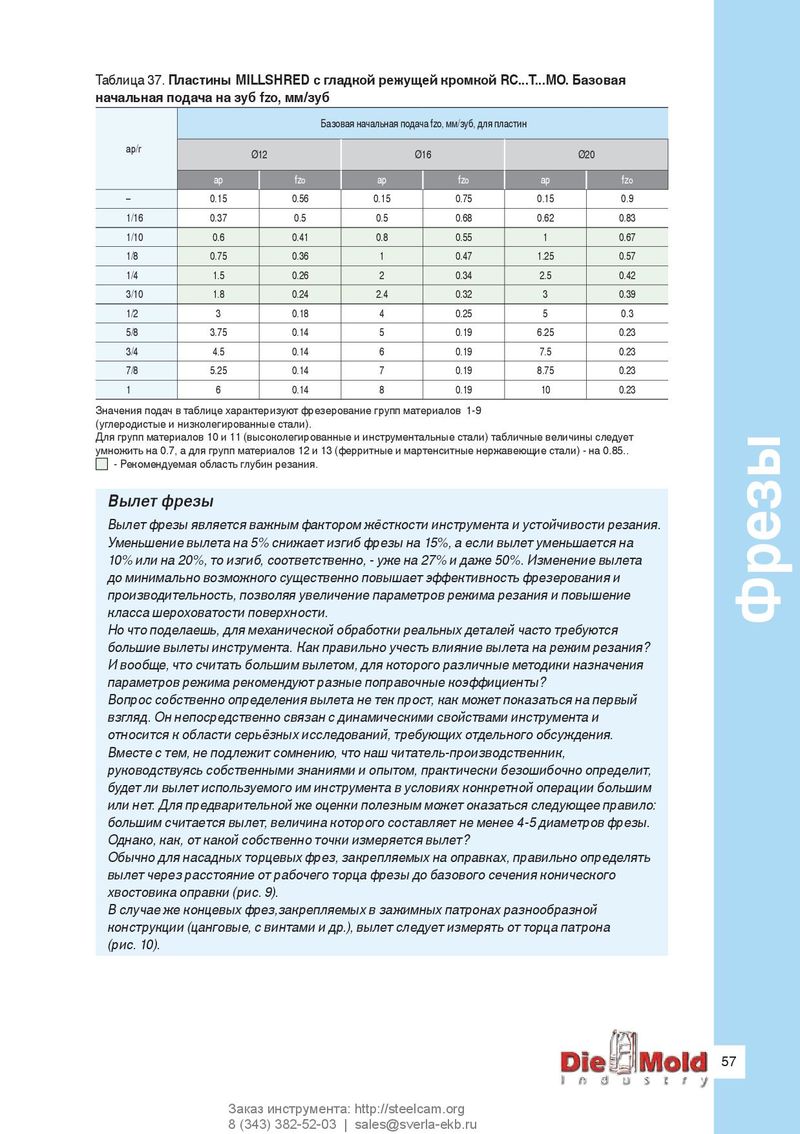
Таблица 37. Пластины MILLSHRED с гладкой режущей кромкой RC...T...MO. Базовая начальная подача на зуб fzo, мм/зуб Базовая начальная подача fzo, мм/зуб, для пластин ap/r Ø12 Ø16 Ø20 ap fzo ap fzo ap fzo – 0.15 0.56 0.15 0.75 0.15 0.9 1/16 0.37 0.5 0.5 0.68 0.62 0.83 1/10 0.6 0.41 0.8 0.55 1 0.67 1/8 0.75 0.36 1 0.47 1.25 0.57 1/4 1.5 0.26 2 0.34 2.5 0.42 3/10 1.8 0.24 2.4 0.32 3 0.39 1/2 3 0.18 4 0.25 5 0.3 5/8 3.75 0.14 5 0.19 6.25 0.23 3/4 4.5 0.14 6 0.19 7.5 0.23 7/8 5.25 0.14 7 0.19 8.75 0.23 1 6 0.14 8 0.19 10 0.23 Значения подач в таблице характеризуют фрезерование групп материалов 1-9 (углеродистые и низколегированные стали). Для групп материалов 10 и 11 (высоколегированные и инструментальные стали) табличные величины следует умножить на 0.7, а для групп материалов 12 и 13 (ферритные и мартенситные нержавеющие стали) - на 0.85.. - Рекомендуемая область глубин резания. Вылет фрезы Вылет фрезы является важным фактором жёсткости инструмента и устойчивости резания. Уменьшение вылета на 5% снижает изгиб фрезы на 15%, а если вылет уменьшается на 10% или на 20%, то изгиб, соответственно, - уже на 27% и даже 50%. Изменение вылета до минимально возможного существенно повышает эффективность фрезерования и производительность, позволяя увеличение параметров режима резания и повышение класса шероховатости поверхности. Фрезы Но что поделаешь, для механической обработки реальных деталей часто требуются большие вылеты инструмента. Как правильно учесть влияние вылета на режим резания? И вообще, что считать большим вылетом, для которого различные методики назначения параметров режима рекомендуют разные поправочные коэффициенты? Вопрос собственно определения вылета не тек прост, как может показаться на первый взгляд. Он непосредственно связан с динамическими свойствами инструмента и относится к области серьёзных исследований, требующих отдельного обсуждения. Вместе с тем, не подлежит сомнению, что наш читатель-производственник, руководствуясь собственными знаниями и опытом, практически безошибочно определит, будет ли вылет используемого им инструмента в условиях конкретной операции большим или нет. Для предварительной же оценки полезным может оказаться следующее правило: большим считается вылет, величина которого составляет не менее 4-5 диаметров фрезы. Однако, как, от какой собственно точки измеряется вылет? Обычно для насадных торцевых фрез, закрепляемых на оправках, правильно определять вылет через расстояние от рабочего торца фрезы до базового сечения конического хвостовика оправки (рис. 9). В случае же концевых фрез,закрепляемых в зажимных патронах разнообразной конструкции (цанговые, с винтами и др.), вылет следует измерять от торца патрона (рис. 10). 57 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 57 5/15/11 2:52 PM