Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 51
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022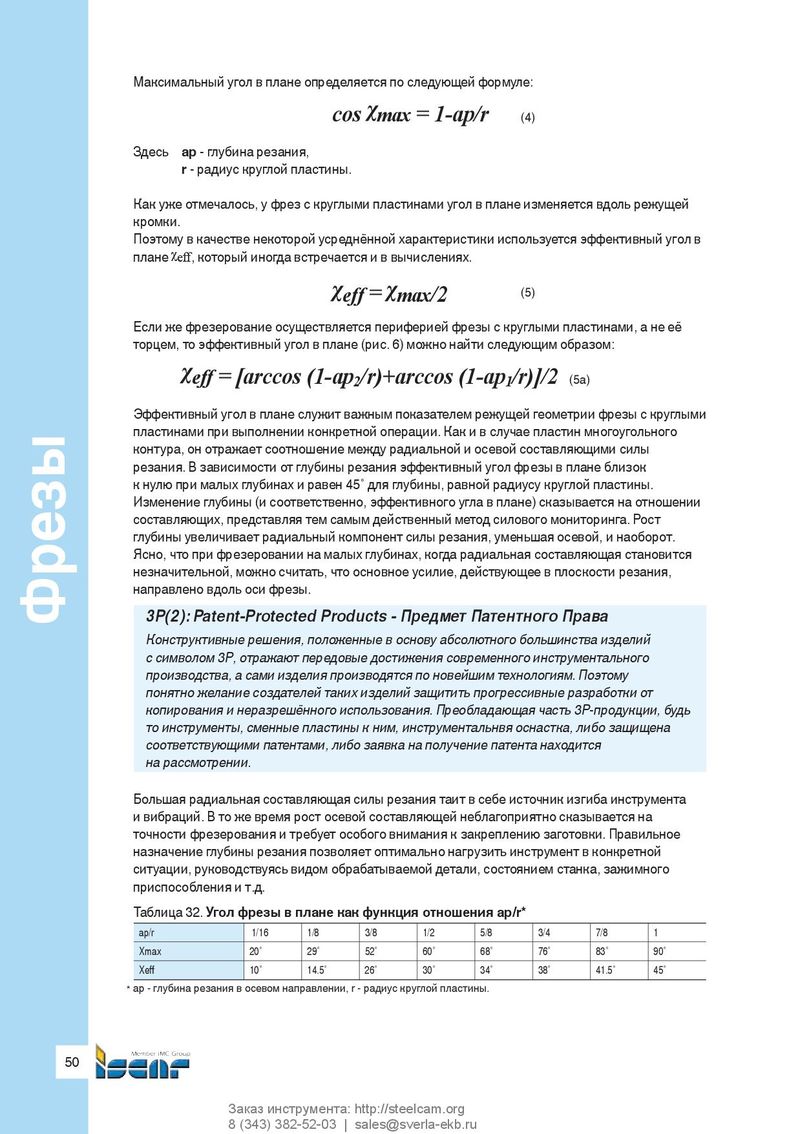
Максимальный угол в плане определяется по следующей формуле: χ cos max = 1-ap/r (4) Здесь ар - глубина резания, r - радиус круглой пластины. Как уже отмечалось, у фрез с круглыми пластинами угол в плане изменяется вдоль режущей кромки. Поэтому в качестве некоторой усреднённой характеристики используется эффективный угол в плане χ eff, который иногда встречается и в вычислениях. χ (5) eff = χ max/2 Если же фрезерование осуществляется периферией фрезы с круглыми пластинами, а не её торцем, то эффективный угол в плане (рис. 6) можно найти следующим образом: χ eff = [arccos (1-ap 2 /r)+arccos (1-ap 1 /r)]/2 (5a) Эффективный угол в плане служит важным показателем режущей геометрии фрезы с круглыми пластинами при выполнении конкретной операции. Как и в случае пластин многоугольного контура, он отражает соотношение между радиальной и осевой составляющими силы резания. В зависимости от глубины резания эффективный угол фрезы в плане близок к нулю при малых глубинах и равен 45˚ для глубины, равной радиусу круглой пластины. Изменение глубины (и соответственно, эффективного угла в плане) сказывается на отношении составляющих, представляя тем самым действенный метод силового мониторинга. Рост глубины увеличивает радиальный компонент силы резания, уменьшая осевой, и наоборот. Ясно, что при фрезеровании на малых глубинах, когда радиальная составляющая становится незначительной, можно считать, что основное усилие, действующее в плоскости резания, направлено вдоль оси фрезы. Фрезы 3P(2): Patent-Protected Products - Предмет Патентного Права Конструктивные решения, положенные в основу абсолютного большинства изделий с символом 3Р, отражают передовые достижения современного инструментального производства, а сами изделия производятся по новейшим технологиям. Поэтому понятно желание создателей таких изделий защитить прогрессивные разработки от копирования и неразрешённого использования. Преобладающая часть 3Р-продукции, будь то инструменты, сменные пластины к ним, инструментальнвя оснастка, либо защищена соответствующими патентами, либо заявка на получение патента находится на рассмотрении. Большая радиальная составляющая силы резания таит в себе источник изгиба инструмента и вибраций. В то же время рост осевой составляющей неблагоприятно сказывается на точности фрезерования и требует особого внимания к закреплению заготовки. Правильное назначение глубины резания позволяет оптимально нагрузить инструмент в конкретной ситуации, руководствуясь видом обрабатываемой детали, состоянием станка, зажимного приспособления и т.д. Таблица 32. Угол фрезы в плане как функция отношения ap/r* ap/r 1/16 1/8 3/8 1/2 5/8 3/4 7/8 1 Xmax 20˚ 29˚ 52˚ 60˚ 68˚ 76˚ 83˚ 90˚ Xeff 10˚ 14.5˚ 26˚ 30˚ 34˚ 38˚ 41.5˚ 45˚ * ap - глубина резания в осевом направлении, r - радиус круглой пластины. 50 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 50 5/15/11 2:52 PM