Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 45
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022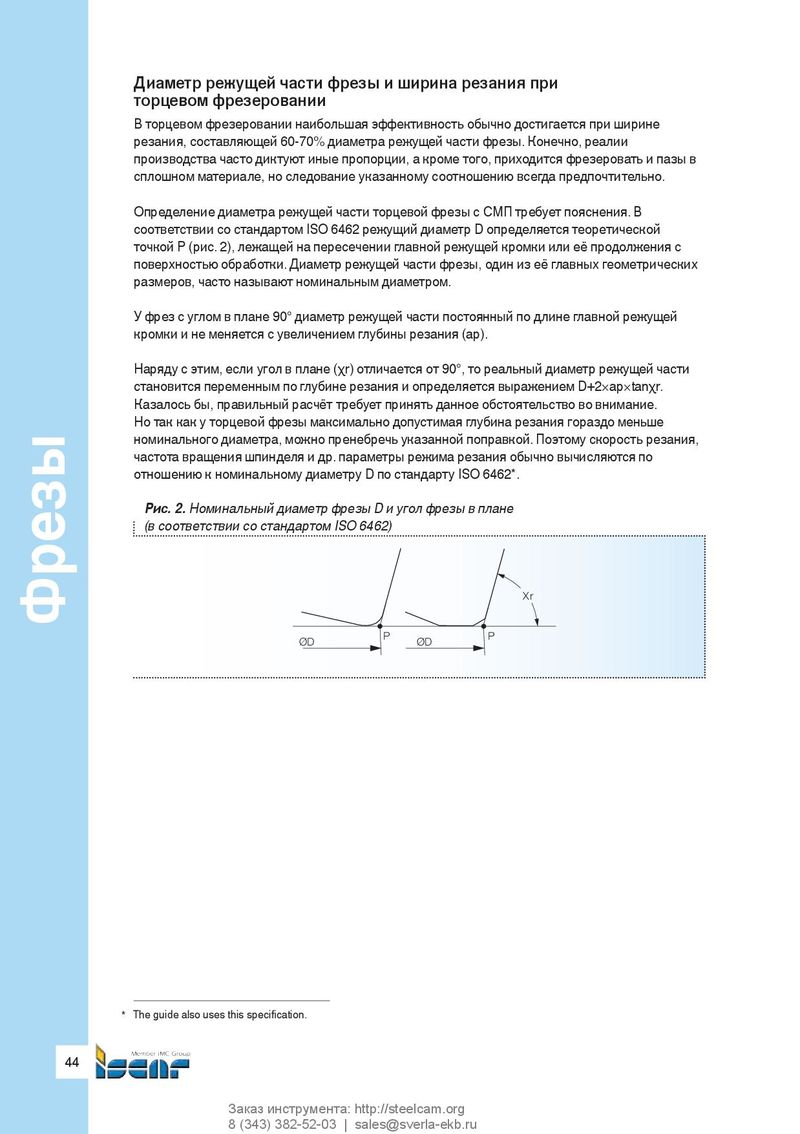
Диаметр режущей части фрезы и ширина резания при торцевом фрезеровании В торцевом фрезеровании наибольшая эффективность обычно достигается при ширине резания, составляющей 60-70% диаметра режущей части фрезы. Конечно, реалии производства часто диктуют иные пропорции, а кроме того, приходится фрезеровать и пазы в сплошном материале, но следование указанному соотношению всегда предпочтительно. Определение диаметра режущей части торцевой фрезы с СМП требует пояснения. В соответствии со стандартом ISO 6462 режущий диаметр D определяется теоретической точкой Р (рис. 2), лежащей на пересечении главной режущей кромки или её продолжения с поверхностью обработки. Диаметр режущей части фрезы, один из её главных геометрических размеров, часто называют номинальным диаметром. У фрез с углом в плане 90° диаметр режущей части постоянный по длине главной режущей кромки и не меняется с увеличением глубины резания (ар). Наряду с этим, если угол в плане (χr) отличается от 90°, то реальный диаметр режущей части становится переменным по глубине резания и определяется выражением D+2×ap×tanχr. Казалось бы, правильный расчёт требует принять данное обстоятельство во внимание. Но так как у торцевой фрезы максимально допустимая глубина резания гораздо меньше номинального диаметра, можно пренебречь указанной поправкой. Поэтому скорость резания, частота вращения шпинделя и др. параметры режима резания обычно вычисляются по отношению к номинальному диаметру D по стандарту ISO 6462*. Рис. 2. Номинальный диаметр фрезы D и угол фрезы в плане (в соответствии со стандартом ISO 6462) Xr Фрезы P P ØD ØD * The guide also uses this specification. 44 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 44 5/15/11 2:52 PM